一种用于核电厂装卸料机ACME螺纹副的研磨方法与流程
本发明属于机械螺纹传动,具体涉及一种用于核电厂装卸料机acme螺纹副的研磨方法。
背景技术:
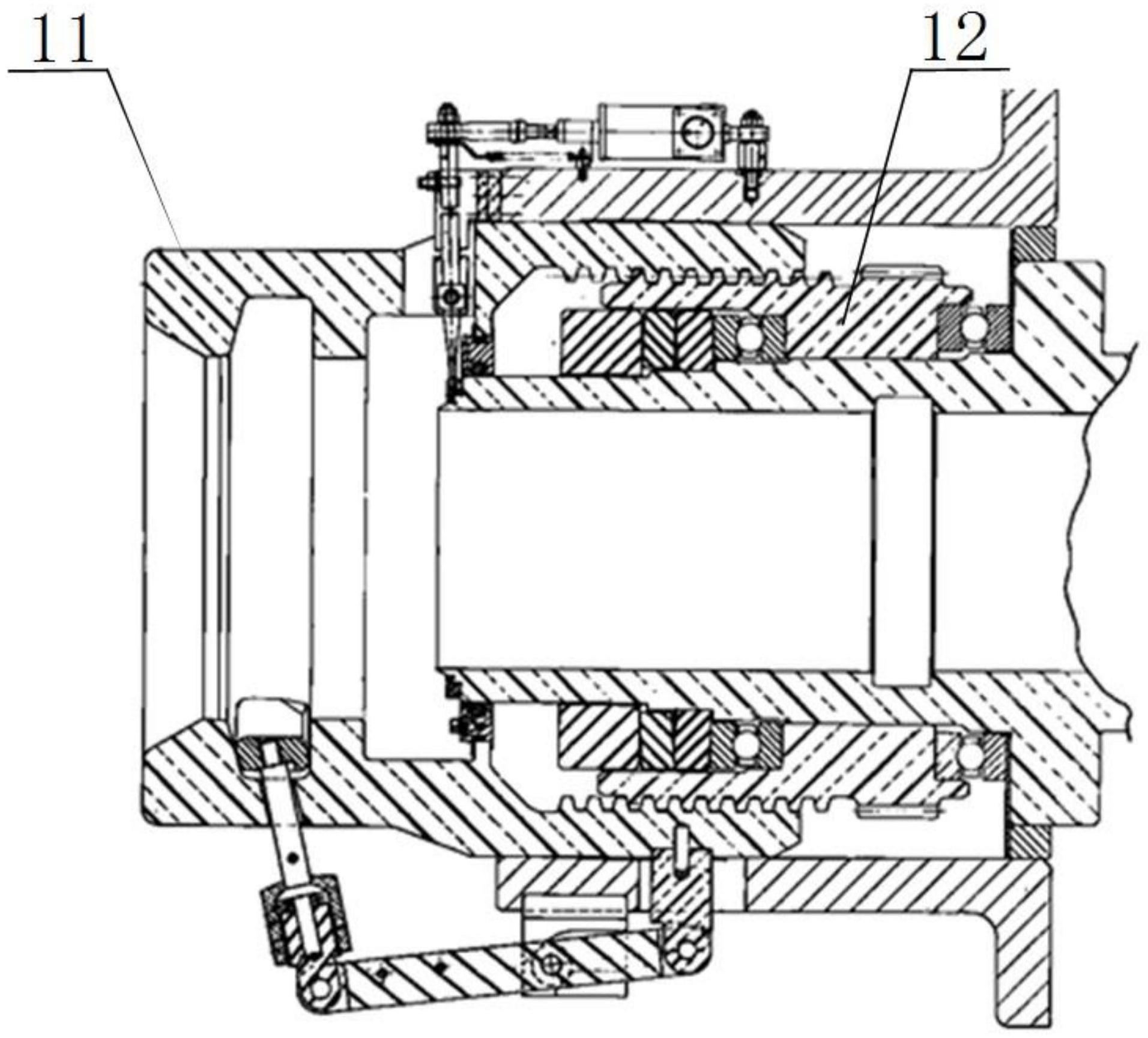
1、重水堆核电站的燃料通道为水平横向布置。核燃料更换前,装卸料机通过管嘴机构抱卡在燃料通道端部件上,确保装卸料机与燃料通道端部件的连接可靠,主热传输系统重水泄漏量不超标,压力边界保持完整,之后再打开燃料通道,使装卸料机与燃料通道连为一体。装卸料机管嘴抱卡力主要靠acme螺纹副传动实现,长时间运行后,acme螺纹表面会出现磨损,严重时会出现刮伤、咬痕等缺陷,若不及时处理会严重影响acme螺纹传动的效率,也直接影响抱卡夹紧力的稳定性。如图1所示,由于抱卡螺栓12的材料硬度相对偏低,因此螺纹面更容易产生磨损。而抱卡螺母11螺纹状态保持较好。
技术实现思路
1、本发明的目的在于提供一种用于核电厂装卸料机acme螺纹副的研磨方法,能够对acme螺纹的状态进行检查,同时进行研磨修复,保证螺纹传动性能,延长使用寿命。
2、本发明的技术方案如下:一种用于核电厂装卸料机acme螺纹副的研磨方法,包括如下步骤:
3、步骤1:检查步骤;
4、步骤2:研磨步骤;
5、步骤3:测量外螺纹4个位置中径值,确认均匀性;
6、步骤4:彻底清洁抱卡螺栓和螺母螺纹面,确保螺纹表面无研磨膏颗粒和金属颗粒等杂质。
7、所述的步骤1包括:
8、步骤11:测量抱卡螺栓的4个轴向均分位置外螺纹中径值,计算中径值差值δ并记录;
9、步骤12:在抱卡螺栓螺纹承载面上涂蓝,将抱卡螺栓旋入抱卡螺母在指定相对位置检查螺纹接触率。
10、所述的步骤12中确保各段螺纹接触率大于80%。
11、所述的步骤1包括:
12、步骤21:将抱卡螺母放入研磨工具中,并将抱卡螺母转到竖直向上的方向;
13、步骤22:在抱卡螺栓的acme螺纹上涂抹中度研磨剂,抱卡螺栓按照标记旋入抱卡螺母中;
14、步骤23:设定尺寸l,然后旋转研磨工具,使抱卡螺母竖直向下;
15、步骤24:旋转研磨工具,在抱卡螺栓重力作用下使抱卡面接触;
16、步骤25:将抱卡螺栓往解抱方向旋转90°,然后往抱卡方向转动180°,最后再往解抱方向旋转90°,重复该此步骤一次;
17、步骤26:整体将抱卡螺栓和抱卡螺母顺时针旋转90°,重复步骤25;
18、步骤27:重复步骤26两次,以完成360°圆周方向螺纹的研磨;
19、步骤28:将抱卡螺栓拆除,测量中径值并检查抱卡面情况,确保消除划痕区域的凸起或毛刺;
20、步骤29:在尺寸l的相对位置,测量研磨后的螺纹接触率;
21、步骤210:如果螺纹接触率小于80%,则重复步骤21-29,直到螺纹接触率大于等于80%。
22、所述的步骤24中将研磨工具的轴向中心线与竖直位置成14.5°。
23、本发明的有益效果在于:本发明方法能够进行外螺纹中径检查和计算,通过检查结果综合判断螺纹配合程度和螺纹性能,通过特殊的对研方法能保证acme螺纹副在工作位置螺纹承载面的均匀配合,保证足够的接触率,避免应力集中。完成了两套管嘴抱卡螺纹组件的研磨,研磨后螺纹中径差值变得更为均匀,螺纹接触率从30%提高到80%。组装后管嘴抱卡力稳定性也得到了显著提升。
技术特征:
1.一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤1包括:
3.如权利要求2所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于:所述的步骤12中确保各段螺纹接触率大于80%。
4.如权利要求1所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
5.如权利要求4所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于:所述的步骤24中将研磨工具的轴向中心线与竖直位置成14.5°。
6.如权利要求4所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
7.如权利要求6所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
8.如权利要求4所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
9.如权利要求4所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
10.如权利要求4所述的一种用于核电厂装卸料机acme螺纹副的研磨方法,其特征在于,所述的步骤2包括:
技术总结
本发明属于机械螺纹传动技术领域,具体涉及一种用于核电厂装卸料机ACME螺纹副的研磨方法。包括如下步骤:步骤1:检查步骤;步骤2:研磨步骤;步骤3:测量外螺纹4个位置中径值,确认均匀性;步骤4:彻底清洁抱卡螺栓和螺母螺纹面,确保螺纹表面无研磨膏颗粒和金属颗粒等杂质。本发明的有益效果在于:本发明方法能够进行外螺纹中径检查和计算,通过检查结果综合判断螺纹配合程度和螺纹性能,通过特殊的对研方法能保证ACME螺纹副在工作位置螺纹承载面的均匀配合,保证足够的接触率,避免应力集中。完成了两套管嘴抱卡螺纹组件的研磨,研磨后螺纹中径差值变得更为均匀,螺纹接触率从30%提高到80%。组装后管嘴抱卡力稳定性也得到了显著提升。
技术研发人员:张连生,李平原,苗润泽,曹烽华,王强伟,张利东,滕喜峰,高照,施维真,黄艳
受保护的技术使用者:中核核电运行管理有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!