轮圈车削加工的自动排屑装置及自动排屑方法与流程
本发明有关于一种轮圈车削加工的自动排屑装置及自动排屑方法,尤其是指一种能自动将轮圈在车削加工过程中产生的车削屑排除的装置及方法。
背景技术:
1、传统在进行车削轮圈内圆时,是将轮圈毛坯夹设固定于一卧式机床上,再用一水平轴向设立的刀具进行车削,车削过程产生的车削屑由工作人员手持喷气枪,通过喷气枪输出高压空气将车削屑吹出。然而,由于卧式机床存在工件离心力抛甩的情况,而并不利于像轮圈这种大型工件的车削加工;因此,轮圈的车削加工一般使用立式机床,即将轮圈毛坯夹设固定在一铅垂轴向设置的机座上,刀具与轮圈毛坯同样采用铅垂轴向设置,如此即能通过刀具轴向和径向的移动,完成对轮圈内圆的车削作业。
2、由于立式加工的方式,将使车削轮圈内圆所产生的车削屑无法自动排出而积累在轮圈的内圆之中。如欲排除切屑须先停止车削行程,待清除轮圈内圆中积累的车削屑后再继续执行车削作业;然而这种反复启停的加工方式,将使加工时间变的冗长,而增加加工成本。
3、因此,本发明人有鉴于现有轮圈制造工艺因车削作业产生的车削屑,采用人力进行除屑工作所造成的缺陷,通过其多年于相关领域的制造及设计经验和知识的辅佐,并经多方巧思,研创出本发明。
技术实现思路
1、本发明的主要目的,是提供一种轮圈车削加工的自动排屑装置及自动排屑方法,主要是通过一吸气单元随时将车削单元在车削过程产生的车削屑吸取并排出轮圈之外,而无需暂停车削单元的车削行程,能缩短轮圈车削时程,降低生产成本。
2、本发明的轮圈车削加工的自动排屑装置及自动排屑方法的目的,由以下技术实现:
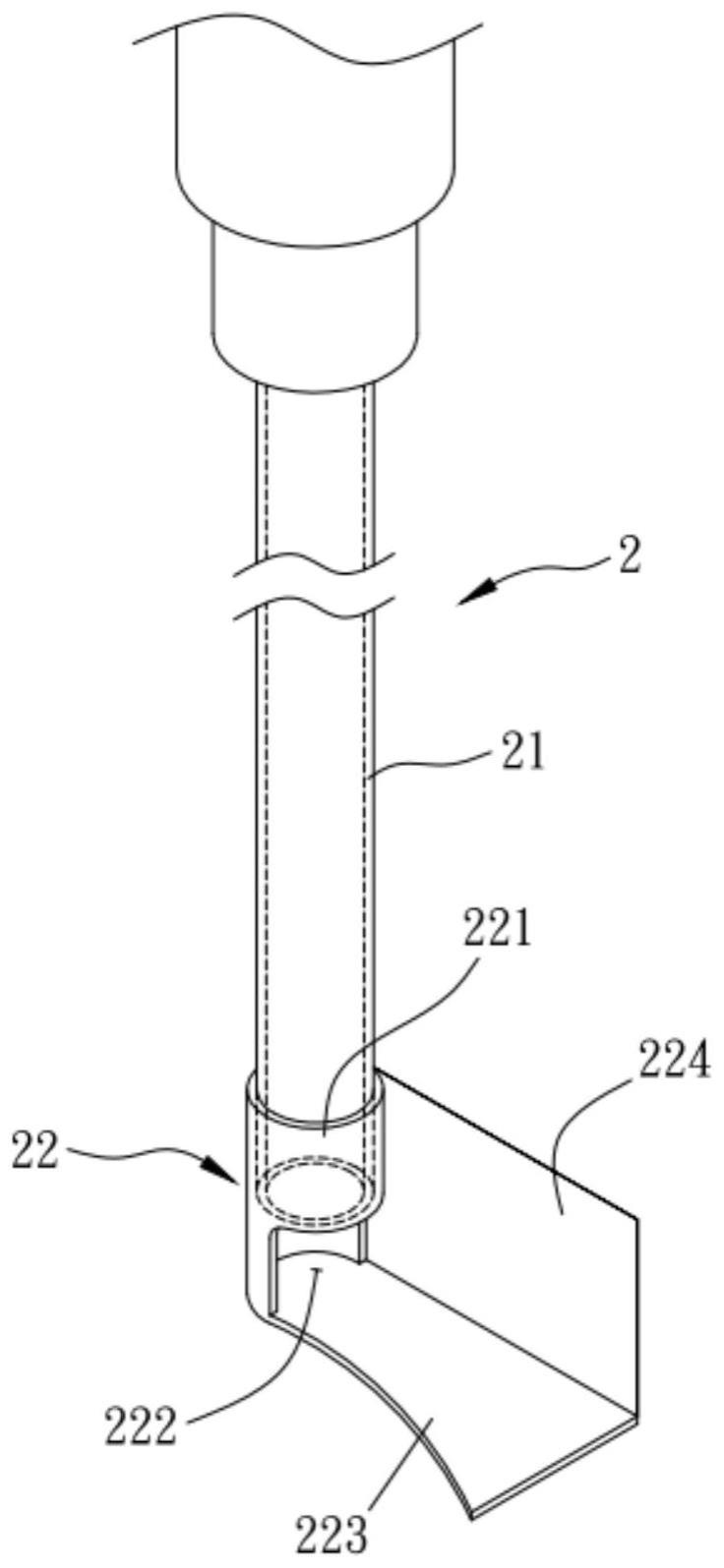
3、一种轮圈车削加工的自动排屑装置,在一车削单元的车削方向的相反方向设置一吸气单元,所述吸气单元包含一管体与一导引部件,所述导引部件具有一管状套接段,所述管状套接段套设在所述管体底端,所述管状套接段在一侧形成缺口,所述管状套接段的底部延伸形成一底板,所述管状套接段延伸形成一侧板,所述侧板的底缘与所述底板连接。
4、如上所述的轮圈车削加工的自动排屑装置,其中,所述缺口的开口角度大于所述管状套接段的管壁内径半圆的弧所对应的角度。
5、如上所述的轮圈车削加工的自动排屑装置,其中,所述侧板的上缘设有上遮板。
6、如上所述的轮圈车削加工的自动排屑装置,其中,所述吸气单元与所述车削单元间的相对位置固定,且紧邻所述车削单元设置,所述吸气单元架设在一三轴移行机构上,所述三轴移行机构执行水平方向及竖直方向上的移动,以改变架设在所述三轴移行机构上的所述吸气单元在水平方向及竖直方向上的位置。
7、一种轮圈车削加工的自动排屑方法,包括:一吸气单元,所述吸气单元架设在一三轴移行机构上,所述三轴移行机构执行水平方向及竖直方向上的移动,所述三轴移行机构带动所述吸气单元于一车削单元的旁侧同步移动,在所述车削单元车削轮圈并产生车削屑后,所述吸气单元将所述车削屑吸取并清除。
8、如上所述的轮圈车削加工的自动排屑方法,其中,在所述车削单元停止车削并移除所述车削单元后,启动所述吸气单元的吸气功能,所述三轴移行机构带动所述吸气单元在所述轮圈内的径向方向上水平移位,将所述轮圈内残留的所述车削屑吸取清除。
9、本发明的优点为:
10、本发明进行自动排屑的方式,主要是通过紧邻着车削单元的吸气单元,并且该吸气单元是设置在车削单元的车削方向的相反方向,于是,当车削单元车削加工轮圈时,车削所产生的车削屑直接通过吸气单元吸走排除,无需停止车削单元的车削作业,达到自动将车削轮圈产生的车削屑清除干净的效果。
技术特征:
1.一种轮圈车削加工的自动排屑装置,其特征在于,在一车削单元的车削方向的相反方向设置一吸气单元,所述吸气单元包含一管体与一导引部件,所述导引部件具有一管状套接段,所述管状套接段套设在所述管体底端,所述管状套接段在一侧形成缺口,所述管状套接段的底部延伸形成一底板,所述管状套接段延伸形成一侧板,所述侧板的底缘与所述底板连接。
2.如权利要求1所述的轮圈车削加工的自动排屑装置,其特征在于,所述缺口的开口角度大于所述管状套接段的管壁内径半圆的弧所对应的角度。
3.如权利要求1或2所述的轮圈车削加工的自动排屑装置,其特征在于,所述侧板的上缘设有上遮板。
4.如权利要求3所述的轮圈车削加工的自动排屑装置,其特征在于,所述吸气单元与所述车削单元间的相对位置固定,且紧邻所述车削单元设置,所述吸气单元架设在一三轴移行机构上,所述三轴移行机构执行水平方向及竖直方向上的移动,以改变架设在所述三轴移行机构上的所述吸气单元在水平方向及竖直方向上的位置。
5.一种轮圈车削加工的自动排屑方法,其特征在于,包括:一吸气单元,所述吸气单元架设在一三轴移行机构上,所述三轴移行机构执行水平方向及竖直方向上的移动,所述三轴移行机构带动所述吸气单元于一车削单元的旁侧同步移动,在所述车削单元车削轮圈并产生车削屑后,所述吸气单元将所述车削屑吸取并清除。
6.如权利要求5所述的轮圈车削加工的自动排屑方法,其特征在于,在所述车削单元停止车削并移除所述车削单元后,启动所述吸气单元的吸气功能,所述三轴移行机构带动所述吸气单元在所述轮圈内的径向方向上水平移位,将所述轮圈内残留的所述车削屑吸取清除。
技术总结
本发明公开了一种轮圈车削加工的自动排屑装置及自动排屑方法,是在车削单元的车削方向的相反方向设置一吸气单元,所述吸气单元包含一管体与一导引部件,所述导引部件具有一管状套接段,所述管状套接段套设在所述管体底端,所述管状套接段在一侧形成缺口,所述管状套接段的底部延伸形成一底板,所述管状套接段延伸形成一侧板,所述侧板的底缘与所述底板连接。该吸气单元随着车削单元进行轮圈车削程序时的移位而紧邻着车削单元移动,由此,能将车削单元在车削加工轮圈时产生的车削屑通过吸气单元吸走排除,达到自动将车削轮圈产生的切屑清除干净的效果。
技术研发人员:陈威瑾
受保护的技术使用者:亚猎士航太科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!