用于电池的集流体的激光焊接方法和相应的电池与流程
本发明涉及电池领域,尤其是涉及一种用于电池的集流体的激光焊接方法。本发明还涉及一种相应的电池。
背景技术:
1、近年来,随着电池技术的发展,人们在电池的轻量化和高效能方面提出越来越高的要求。尤其对于目前备受关注的锂离子电池而言,通常使用多层铝箔和多层铜箔作为集流体,所述集流体能够将涂覆在铝箔或铜箔上的活性材料产生的电流汇集起来并且形成较大的电流。在此,由集流体形成的电流通过电池的极柱向外输出。为此,在集流体和极柱之间需要形成电连接。
2、由于极柱的特定构造,无法对集流体的多层铝箔和极柱进行超声波焊接。为了实现多层铝箔和极柱之间的有效电连接,目前经常采用的措施是在多层铝箔和极柱之间设置转接片。在此,一方面通过超声波焊接将多层铝箔与转接片连接,另一方面通过激光焊接将转接片与极柱连接,从而实现多层铝箔和极柱的间接连接。然而,这不仅对电池的轻量化产生不利影响,还增大了电流的传输电阻,即降低了电池的性能。
3、目前,已经出现了取消转接片并且通过激光焊接将多层铝箔直接焊接到极柱上的技术方案,但在这种焊接过程中尤其在熔合区域的边界处非常容易产生裂纹,所述裂纹会极大地降低过电流能力以及焊缝强度,由此严重影响电池的性能。对此的原因是,用于集流体的铝箔的厚度很薄,熔池热影响区域附近的铝箔在高温作用下容易产生变形并且在变形过程中产生叠加的拉应力,而熔融铝的流动性能较差,所形成的液态薄膜的抗拉能力减弱,由此在拉应力的作用下很容易开裂。此外,铝箔表面通常覆盖有al2o3氧化膜,该氧化膜的熔点和硬度均远大于铝的熔点和硬度,从而在焊接过程中部分氧化膜不能完全熔化并且聚集在焊缝边缘处,这导致焊缝边缘的硬度明显增大,从而容易产生裂纹。
技术实现思路
1、因此,本发明的目的在于提出一种改进的用于电池的集流体的激光焊接方法,通过所述激光焊接方法能够明显提高熔池中的熔体流动性,从而避免熔池中的成分分布不均匀并且防止杂质聚集在焊缝边缘处,由此降低裂纹形成的可能性并且整体提高焊缝的强度。
2、根据本发明的第一方面,提供一种用于电池的集流体的激光焊接方法,所述集流体包括多层铝箔,其中,所述激光焊接方法至少包括以下步骤:
3、s1:使所述集流体和对应于所述集流体的极柱至少在待焊接区域处彼此相叠;
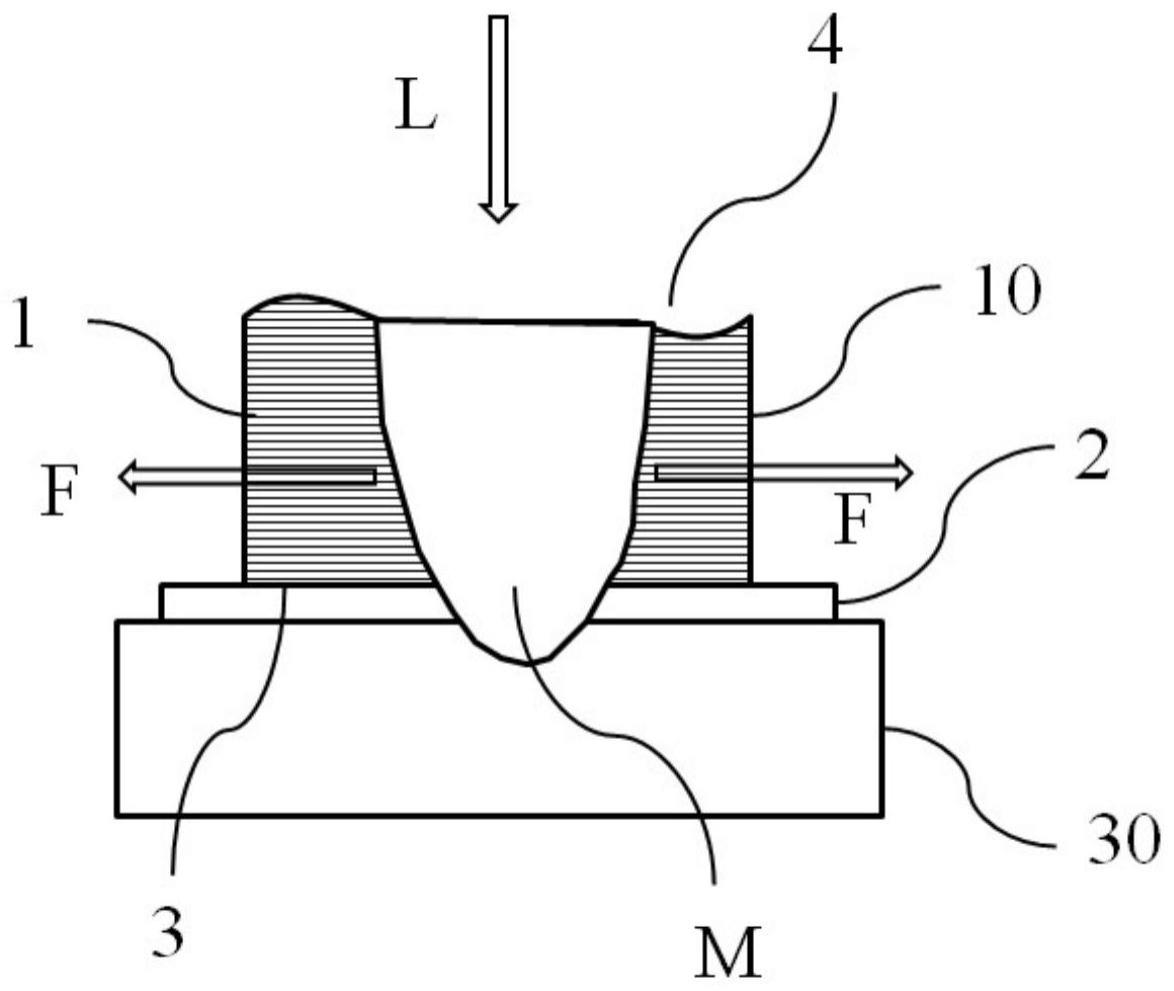
4、s2:将填料在所述待焊接区域中布置在所述集流体的面向所述极柱的第一侧上或者所述集流体的背离所述极柱的第二侧上;
5、s3:对所述待焊接区域进行激光焊接,以实现所述集流体和所述极柱之间的固定连接。
6、相比于现有技术,根据本发明的激光焊接方法能够在激光焊接之前将填料预先布置在待焊接部位处,所述填料在激光焊接过程中熔化,并且所述填料的元素在不产生额外的脆性相的情况下分布在熔池中、尤其是流动至熔池的边缘,由此提高了熔池中熔体的流动性并且降低了焊缝的开裂风险。通过所述填料中的元素还能够提升焊缝区域在凝固过程中的抗拉强度,这进一步降低了裂纹形成的可能性,从而在不使用转接件的情况下实现了电池的集流体和极柱之间的固定连接。
7、根据本发明的示例性实施方式,所述填料是富含硅的填料。在此,硅元素能够明显提高铝熔体的流动性,同时不会产生额外的脆性相,这明显有利于多层铝箔的激光焊接过程。
8、根据本发明的示例性实施方式,所述填料片状地构造。片状的填料能够容易地布置在待焊接区域中并且在激光焊接过程中能够快速地熔化到熔池中。这也有利于熔池中熔体流动性的提升。
9、根据本发明的示例性实施方式,所述集流体作为正极集流体使用在所述电池中,并且所述极柱作为正极极柱使用在所述电池中。由此可以降低成本并且提高电池的能量密度。此外,在电池的充放电过程中,作为正极集流体的铝箔能够形成氧化物薄膜,这提高了正极集流体的抗腐蚀能力。
10、根据本发明的示例性实施方式,所述铝箔具有8至13μm的厚度;和/或,所述集流体包括20至130层铝箔。由此能够减小电池的质量并且提升了电池的功率和集流体的电流输送能力。
11、根据本发明的示例性实施方式,所述铝箔通过轧制工艺制造;和/或,所述铝箔是铝合金箔。通过铝合金箔中的合金元素能够提高所述铝箔的强度并且减小所述铝箔的电阻。
12、根据本发明的示例性实施方式,所述集流体通过多层铝箔的预先焊接工艺制造;和/或,所述铝箔敷设有活性材料,所述活性材料与所述待焊接区域间隔开地设置。
13、本发明的第二方面提供一种电池,所述电池至少包括:
14、-正极集流体;
15、-负极集流体;
16、-正极极柱,所述正极极柱和所述正极集流体连接;
17、-负极极柱,所述负极极柱和所述负极集流体连接,其中,
18、所述正极集流体和所述负极集流体中的至少一个集流体与相对应的极柱的连接通过根据本发明的激光焊接方法实施。
19、根据本发明的示例性实施方式,所述正极集流体通过根据本发明的激光焊接方法与所述正极极柱连接;和/或,所述负极集流体包括多层铜箔。
20、根据本发明的示例性实施方式,所述电池是锂离子电池或钠离子电池。
技术特征:
1.一种用于电池(100)的集流体(10、20)的激光焊接方法,所述集流体包括多层铝箔(1),其中,所述激光焊接方法至少包括以下步骤:
2.根据权利要求1所述的激光焊接方法,其中,所述填料(2)是富含硅的填料。
3.根据权利要求1或2所述的激光焊接方法,其中,所述填料(2)片状地构造。
4.根据前述权利要求中任一项所述的激光焊接方法,其中,所述集流体(10、20)作为正极集流体(10)使用在所述电池(100)中,并且所述极柱(30、40)作为正极极柱(30)使用在所述电池(100)中。
5.根据前述权利要求中任一项所述的激光焊接方法,其中,
6.根据前述权利要求中任一项所述的激光焊接方法,其中,
7.根据前述权利要求中任一项所述的激光焊接方法,其中,
8.一种电池(100),所述电池至少包括:
9.根据权利要求8所述的电池(100),其中,
10.根据权利要求8或9所述的电池(100),其中,所述电池(100)是锂离子电池或钠离子电池。
技术总结
本发明涉及一种用于电池的集流体的激光焊接方法,所述集流体包括多层铝箔,其中,所述激光焊接方法至少包括以下步骤:使所述集流体和对应于所述集流体的极柱至少在待焊接区域处彼此相叠;将填料在所述待焊接区域中布置在所述集流体的面向所述极柱的第一侧上或者所述集流体的背离所述极柱的第二侧上;对所述待焊接区域进行激光焊接,以实现所述集流体和所述极柱之间的固定连接。本发明还涉及一种相应的电池。能够在激光焊接过程中提高熔池中的熔体流动性并且降低裂纹形成的可能性。
技术研发人员:刘源,王伟宇,F·莱勒于特尔,陆剑峰,陈先行
受保护的技术使用者:通快(中国)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!