一种板材冲击液压成形回弹评测方法
1.本发明属于材料塑性成形技术领域,具体涉及一种板材冲击液压成形回弹量的评测方法。
背景技术:
2.目前我国汽车、航空和航天领域所用零部件,朝着轻量化和高精度等方向发展。应用轻质材料是实现轻量化的最有效的方法,但是铝、镁、钛等轻质合金零件在室温下塑性较差,在成形过程中容易发生起皱、破裂和回弹等现象,阻碍其广泛应用。板材的回弹不可避免,且会严重影响板材的精度、尺寸和形状。经研究发现,高应变速率条件下多种低塑性材料的延伸率和成形极限均有显著提高,同时能够明显降低回弹。
3.冲击液压成形是高速成形方式之一,其通过高速运动的冲击体撞击液室,进而使板料在极短的时间内成形。虽然板材在冲击液压成形之后仍然会产生回弹,但是在相比于准静态条件下的成形已有很大程度的改善。因而建立板材冲击液压成形回弹的评测方法对板材高应变速率变形后的回弹评价具有重要的参考意义。
4.回弹研究一般基于v型或u型,但是航空航天发动机大量板材零件具有大曲率半径的特征,v型或u型回弹并不能够全面描述这类零件的回弹规律,因此本发明提出了一种大曲率半径板材冲击液压成形回弹的评测方法。
技术实现要素:
5.针对现有技术存在的不足之处,本发明提供了一种板材冲击液压成形回弹评测方法,该方法根据成形所需的常用板材样式,设计了条形试样和双层圆板试样两种形式。条形试样在成形之前,在板料上涂抹黄油,确保能够观察每次成形都能贴模,然后对回弹之后的板料测量其曲率半径,并与模具的曲率半径进行对比,从而获得板料的回弹量。板材在冲击液压成形的过程中整个模具处于密闭状态,同时液体作为凸模,在卸载外力后,无法直接的观察板料卸载前的成形情况及回弹现象。因此设计了双层板圆形试样,在被测板材的一侧增加对比板材,对比板材采用回弹量较小的材料,成形后分别测量被测板材和对比板材的成形高度,进而通过计算获得板材的回弹量。
6.为达到上述目的,本发明采用如下技术方案:
7.一种板材冲击液压成形回弹评测方法,包括以下步骤:
8.(1)准备阶段:将板材(条形板材在贴近凹模的一侧涂上黄油;双层圆形板材,贴近凹模的一侧为对比板材,贴近液体介质的一侧为被测板材)放入模具中定位,充入液体介质。
9.(2)高速运动的冲击体冲击液体介质,液体介质产生瞬时高压,进而驱动板材变形。
10.(3)开模取件。对于条形板材,通过黄油的分布观察贴模的情况,并测量其曲率半
径,与模具的曲率半径相对比,获得其回弹量,条形板材回弹量r为回弹后的曲率半径,r0为模具的曲率半径。结果为正则为正回弹,结果为负是负回弹。对于半球形板材(圆形板材)分别测量对比板材和被测板材的成形高度,进而获得其回弹量,圆形板材回弹量为其中h为被测板材的高度,h0为对比板材的高度。
11.(4)对于条形板材,通过调整冲击速度、模具型腔的尺寸和压边力等参数,然后进行上述步骤,进而获得不同工艺条件下板材的回弹量;对于圆形板材通过调整冲击速度和压边力等参数,然后进行上述步骤,进而获得不同工艺条件下板材的回弹量。
12.本发明的有益效果是:
13.1、测试条形试样时,通过对比板材回弹后的曲率半径和模具的曲率半径,能够更简单的评价大曲率半径板材的回弹量。
14.2、测试双层圆板试样时,通过对被测板材增加回弹很小的对比板材,能够直观的观察板材冲击液压成形后的回弹现象。
附图说明
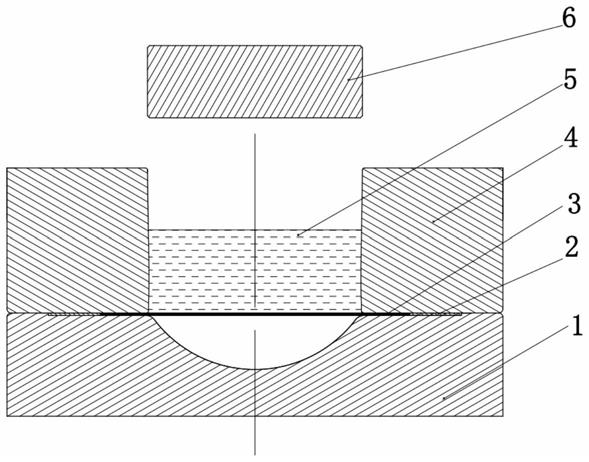
15.图1为本发明条形板材准备阶段。
16.图2为本发明圆形板材准备阶段。
17.图3为条形板材回弹前后曲率半径变化。
18.图4为圆形板材回弹前后高度变化。
具体实施方式
19.以下结合附图和实施例详述本发明。
20.实施例1:
21.本实施例以一种条形板材零件为例,结合图1和图3说明本发明的具体实施方案。
22.(1)参数指定阶段,根据所选材料和零件要求,指定冲击速度、压边力、模具曲率半径。
23.(2)准备阶段,如图1,过程为:将条形板材3贴近凹模1的一侧涂上黄油并放入凹模1中,并通过定位板2进行定位,通过液室4进行压边,并向液室中注入一定体积的液体5。
24.(3)成形阶段,通过高速运动的冲击体6冲击液体介质5,液体介质5产生瞬时高压,使板料3成形。
25.(4)开模取件,通过观察黄油分布情况,来判定板材是否贴模。
26.(5)测量板材的曲率半径,与模具的曲率半径相对比,如图3所示,条形板材回弹量r为回弹后的曲率半径,r0为模具的曲率半径。结果为正则为正回弹,结果为负则是负回弹。
27.(6)调整冲击速度、模具型腔的尺寸和压边力等参数,然后进行上述步骤,进而获得不同工艺条件下条形板材的回弹量。
28.实施例2
29.本实施例以一种圆形板材零件为例,结合图2和图4进行说明。
30.采用上述实施例1中条形板材的冲击液压成形方式成形。如图2所示,圆形板材采用双层板,在被测圆形板材33贴近凹模的一侧增加对比板材22,对比板材22采用回弹量很小的材料。如图4,成形后分别测量被测板材和对比板材的成形高度,圆形板材回弹量为其中h为被测板材的高度,h0为对比板材的高度。
技术特征:
1.一种板材冲击液压成形回弹评测方法,其特征在于:该方法根据成形所需的常用板材样式,设计了条形试样和双层圆板试样两种形式;条形试样对回弹之后的板料测量其曲率半径,并与模具的曲率半径进行对比,从而获得板料的回弹量;双层板圆形试样,在被测板材的一侧增加对比板材,成形后分别测量被测板材和对比板材的成形高度,进而通过计算获得板材的回弹量。2.根据权利要求1所述的板材冲击液压成形回弹评测方法,其特征在于:板材的成形方式均为冲击液压成形。3.根据权利要求1所述的板材冲击液压成形回弹评测方法,其特征在于:条形板材回弹量的计算公式为其中,δr为条形板材回弹量,r为回弹后的曲率半径,r0为模具的曲率半径。4.根据权利要求3所述的板材冲击液压成形回弹评测方法,其特征在于:条形试样在成形之前,在板料上涂抹黄油,确保能够观察每次成形都能贴模。5.根据权利要求1所述的板材冲击液压成形回弹评测方法,其特征在于:圆形板材的回弹量的计算公式为其中,δh为圆形板材回弹量,h为被测板材的高度,h0为对比板材的高度。6.根据权利要求1所述的的板材冲击液压成形回弹评测方法,其特征在于:对比板材采用回弹量很小的材料。
技术总结
本发明公开了一种板材高应变速率成形回弹评测方法,属于材料塑性成形技术领域。该方法为通过高速运动的冲击体冲击液室产生液体冲击波并作用于板材表面使板材发生高应变速率变形,通过调整冲击速度、模具型腔的尺寸和压边力等参数,进而获得不同工艺条件下板材的回弹量。条形试样通过对比板料回弹后的曲率半径和模具的曲率半径获得其回弹量。圆板试样通过增加对比板材,成形后分别测量被测板材和对比板材的成形高度获得板材的回弹量。本发明适用于评测板材在高应变速率变形条件下的回弹,能够定量化评价高应变速率成形对板材回弹的抑制作用,具有高效、简单、准确等优点。准确等优点。
技术研发人员:马彦 宋鸿武 张士宏 陈大勇 徐勇
受保护的技术使用者:中国科学院金属研究所
技术研发日:2021.11.19
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1