一种人眼安全的激光打标方法与流程
1.本发明涉及一种激光加工方法,具体涉及一种激光打标的方法。
背景技术:
2.激光打标技术作为一种先进的精密加工方法,同化学腐蚀、电火花加工、机械划刻等传统加工方法相比,具有无接触、无切削力、热影响小、环保无污染的优点。针对需打标工件不同的材质、形状,激光束在时域及空域可以通过低成本的手段被良好的控制,从而具有广泛的适应性。激光光斑可以实现微米级别的紧聚焦,从而实现精密、超精密微纳加工。此外,激光器系统同计算机控制系统良好兼容,可以快速实现自动化的复杂图形打标,生产效率较传统工艺大幅提高。
3.目前,激光打标已经在工业加工行业被广泛使用。通常采用的激光器包括二氧化碳激光器、紫外固体激光器、固体nd:yag激光器、倍频绿光激光器、镱离子掺杂光纤激光器等。因为激光器的危险性,尤其是其可能对人眼造成损伤,甚至导致失明,操作者需要经过严格的培训,并只在符合安全标准的环境下进行激光打标作业。上述激光器,如固体nd:yag激光器、镱离子掺杂光纤激光器等,发出人眼不可见的1微米波段激光,因为难以确认其工作状态以及杂散光、反射光的情况,极易对人眼造成不可逆转的伤害。该波段的激光,可以造成白内障和视网膜损伤。而同样人眼不可见的紫外激光会形成晶状体浑浊损伤。倍频绿光激光器虽然可以被人眼观察到,从而人眼可以避免在未察觉的状况下受到损伤,但是因为激光亮度高,极低的绿光功率也非常耀眼,限制了其使用范围。并且,因为人眼敏感,极低的功率就会造成视网膜的损伤。人眼的生理特性表明,位于1.4-2.1微米的激光具有较小的危害,其大部分能量可以被晶状体所吸收,只有小部分可以透过并最终被汇聚到视网膜。
4.中国实用新型专利cn203528095 u公开了一种采用1.5微米光纤激光器的打标机,主要针对有机材料进行打标,并具有良好的效果,对人眼比较安全。在1.5微米波段,有机材料有良好的吸收,因此该打标机能在有机材料上很好地应用。但是,当需要移植到半导体材料、复合材料和金属材料等基材上时,由于吸收率降低,如果增加单脉冲的能量,会出现以下问题:(1) 导致光纤激光器中的光纤损坏,(2) 在激光器中产生非线性效应,导致激光脉冲变形,(3) 大的脉冲能量,降低了人眼安全性。面对这些有机材料之外的基材,需要有更良好的人眼安全激光打标方法。
技术实现要素:
5.本发明的发明目的是提供一种人眼安全的激光打标方法,在不同基材上实现高效打标,减少人眼受损的可能性。
6.为达到上述发明目的,本发明采用的技术方案是:一种人眼安全的激光打标方法,提供一光学波长介于1.52微米~1.59微米的全光纤激光器,使其输出脉冲激光,脉冲激光经放大、聚焦后照射到待加工工件上,通过聚焦位置与待加工工件的相对运动,实现激光打标;
其中,所述脉冲激光由脉冲串构成,每个脉冲串中包含有2~6个脉冲,每个脉冲的脉冲宽度小于10皮秒,相邻脉冲之间的间隔小于50纳秒,每秒钟包含100万~1000万个脉冲串,最终输出单脉冲能量不大于100纳焦。
7.上述技术方案中,通过采用每秒钟包含100万~1000万个脉冲串的脉冲输出,使得介于1.52微米~1.59微米波长的激光能够适用于对吸收效率低的介质打标,而同时单脉冲能量低,不容易损伤人眼。
8.上述技术方案中,由半导体激光器作为种子光,通过泵浦电流的调制产生输出脉冲激光,通过光纤链路接入光纤单级放大器或光纤多级放大器,得到放大后的脉冲激光。
9.所述光纤单级放大器或光纤多级放大器的增益介质中掺杂铒离子或者铒、镱离子。
10.上述技术方案中,放大后的脉冲激光经过聚焦透镜和振镜照射到待加工工件上,由振镜控制光束相对待加工工件运动,实现激光打标。
11.或者,放大后的脉冲激光经过聚焦透镜照射到待加工工件上,待加工工件固定在位移装置上,通过位移装置的移动使待加工工件相对于光束运动,实现激光打标。
12.上述技术方案中,输出的脉冲激光经聚焦透镜汇聚的光班直径为2微米~10微米。
13.由于上述技术方案运用,本发明与现有技术相比具有下列优点:1、本发明采用光学波长介于1.52微米~1.59微米的全光纤激光器实现打标,其对人眼的损伤阈值高;2、本发明通过限定脉冲串输出方式,避免既往产品因为材料吸收效率低而适用范围窄的缺点,可适用金属材料、复合材料、透明材料和有机材料等的表面打标,同时又能够实现对单脉冲能量的限制。
附图说明
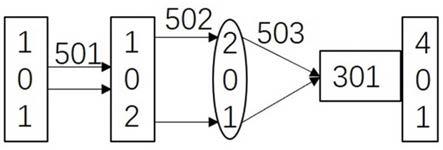
14.图1是本发明实施例的装置示意图。
具体实施方式
15.下面结合附图及实施例对本发明作进一步描述:实施例一:参见附图1,为激光加工装置的示意图参照图1结构设置整个系统。一种人眼安全的激光打标装置。由半导体激光器101,产生脉冲串激光501,其激光输出中心波长1550纳米,脉冲宽度500飞秒,单脉冲能量0.1纳焦,脉冲之间间隔25纳秒,每个脉冲串包含4个脉冲,每秒钟包含5百万个等间距的脉冲串,激光器输出平均功率为2毫瓦。激光501入射由二级放大器构成的放大器102。放大器中的第一级由铒离子掺杂的纤芯10微米的增益光纤放大,放大器中的第二级由铒镱离子共掺的纤芯20微米的增益光纤放大,最终输出单脉冲能量50纳焦,平均功率1瓦的1550纳米激光。经过透镜及振镜201,汇聚为光斑直径为5微米的光斑。待加工样品301为金属铝材质,通过位移装置401及201中振镜的配合工作,实现在金属铝材料上的打标。因为其输出光学波长为1550纳米,其在金属表面的漫反射光对人眼安全危害较小,其利用很低的平均功率就实现了在金属表面的打标。
技术特征:
1.一种人眼安全的激光打标方法,其特征在于:提供一光学波长介于1.52微米~1.59微米的全光纤激光器,使其输出脉冲激光,脉冲激光经放大、聚焦后照射到待加工工件上,通过聚焦位置与待加工工件的相对运动,实现激光打标;其中,所述脉冲激光由脉冲串构成,每个脉冲串中包含有2~6个脉冲,每个脉冲的脉冲宽度小于10皮秒,相邻脉冲之间的间隔小于50纳秒,每秒钟包含100万~1000万个脉冲串,最终输出单脉冲能量不大于100纳焦。2.根据权利要求1所述的人眼安全的激光打标方法,其特征在于:由半导体激光器作为种子光,通过泵浦电流的调制产生输出脉冲激光,通过光纤链路接入光纤单级放大器或光纤多级放大器,得到放大后的脉冲激光。3.根据权利要求2所述的人眼安全的激光打标方法,其特征在于:光纤单级放大器或光纤多级放大器的增益介质中掺杂铒离子或者铒、镱离子。4.根据权利要求2所述的人眼安全的激光打标方法,其特征在于:放大后的脉冲激光经过聚焦透镜和振镜照射到待加工工件上,由振镜控制光束相对待加工工件运动,实现激光打标。5.根据权利要求2所述的人眼安全的激光打标方法,其特征在于:放大后的脉冲激光经过聚焦透镜照射到待加工工件上,待加工工件固定在位移装置上,通过位移装置的移动使待加工工件相对于光束运动,实现激光打标。6.根据权利要求1所述的人眼安全的激光打标方法,其特征在于:输出的脉冲激光经聚焦透镜汇聚的光班直径为2微米~10微米。
技术总结
本发明公开了一种人眼安全的激光打标方法,其特征在于:提供一光学波长介于1.52微米~1.59微米的全光纤激光器,使其输出脉冲激光,脉冲激光经放大、聚焦后照射到待加工工件上,通过聚焦位置与待加工工件的相对运动,实现激光打标;其中,所述脉冲激光由脉冲串构成,每个脉冲串中包含有2~6个脉冲,每个脉冲的脉冲宽度小于10皮秒,相邻脉冲之间的间隔小于50纳秒,每秒钟包含100万~1000万个脉冲串,最终输出单脉冲能量不大于100纳焦。本发明采用的激光对人眼的损伤阈值高,并且可适用金属材料、复合材料、透明材料和有机材料等的表面打标。标。标。
技术研发人员:蒋仕彬
受保护的技术使用者:杭州银湖激光科技有限公司
技术研发日:2021.12.31
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1