一种风机进风口压型模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种用于加工风机零部件的模具。
背景技术:
2.通风机进风口是风机的一个重要零件,如图1和图2所示,为进风口坯料,如图2和图3所示为成型进风口,圆弧形进风口集流效果好,形成的涡区小,对风机的性能好,但是加工困难。现有的风机进风口成型模具,利用传统的凹凸模结构实现压型,有以下缺点: 1、压型过程中需要依靠人工定位,误差大、效率低;2、凸模下行过程中进风口坯料容易错位,需要人工扶正,精度低、危险系数高;3、进风口完成压型后容易与凹模或凸模挤在一起,造成退料难,在退料过程中只能用粗暴的手段取下进风口,影响表面质量;4、效率低,不适合进风口的大批量生产;5、由于过程中的暴力操作,很容易对模具造成损坏,模具寿命短,增加生产成本;6、传统的凹凸模具只能实现一种进风口的压型,功能单一。
技术实现要素:
3.为了解决现有的风机进风口成型模具存在的上述问题,本实用新型提供了一种风机进风口压型模具。
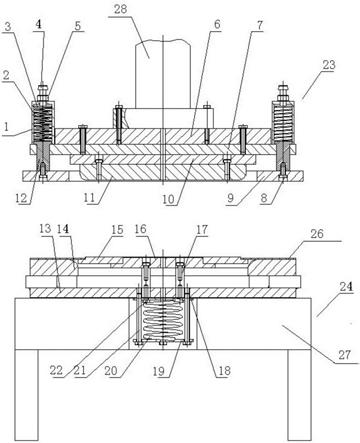
4.本实用新型为实现上述目的所采用的技术方案是:一种风机进风口压型模具,由上模组23和下模组24组成,上模组23包括上模板7,上端设有法兰的两个上滑动柱12分别贯穿上模板7两端安装并且上滑动柱12下端固定于压料板9上,上模板7两端位于上滑动柱 12上方固定安装弹簧室1,弹簧室1内设有上弹簧2,上模板7上部安装上模座6,上模板 7下侧安装上成型模具座10,上成型模具座10下侧安装上成型模具11;下模组24包括下模座13,下模座13上安装下成型模具14,下模座13上贯穿安装两个下滑动柱17,下滑动柱17上端固定连接下模座13上侧的定位板座16,下滑动柱17下端固定连接位于下模座 13下侧的回弹板18,定位板15的里口安装于定位板座16的止口处,下模座13上位于回弹板18外侧安装螺杆21,两个螺杆21下端之间安装回弹座19,回弹座19与回弹板18之间设有下弹簧20。
5.所述弹簧室1通过紧固螺栓4和螺母5固定于上模板7上,弹簧室1内位于上弹簧2 上部设有弹簧挡板3。
6.所述上滑动柱12下端通过上滑动柱固定螺栓8固定于压料板9上。
7.所述下滑动柱17两端分别通过下滑动柱固定螺栓22固定于定位板座16和回弹板18 上。
8.本实用新型的风机进风口压型模具,具有以下优点:1、压型过程中不需要人工定位,只要将进风口坯料放在预制的止口处既可实现定位;2、利用弹簧作用实现进风口的压型和退料,解决了原有成型模具退料难的问题,避免了暴力退料,保证了进风口的表面质量,并且避免了损坏模具,延长了模具使用寿命;3、更换压型模具的部分零件,可实现不同尺寸进风口的压型;4、压型操作简单,耗时短,提高了效率,可实现大批量生产;5、该模具结构紧凑,易损件易拆解,维修方便。
附图说明
9.图1是进风口坯料俯视结构图。
10.图2是进风口坯料主视结构图。
11.图3是成型风口俯视结构图。
12.图4是成型风口主视结构图。
13.图5是本实用新型风机进风口压型模具主视结构图。
14.图6是本实用新型风机进风口压型模具工作状态主视结构图。
15.图中:1、弹簧室,2、上弹簧,3、弹簧挡板,4、紧固螺栓,5、螺母,6、上模座,7、上模板,8、上滑动柱固定螺栓,9、压料板,10、上成型模具座,11、上成型模具,12、上滑动柱,13、下模座,14、下成型模具,15、定位板,16、定位板座,17、下滑动柱,18、回弹板,19、回弹座,20、下弹簧,21、螺杆,22、下滑动柱固定螺栓,23、上模组,24、下模组,25、成型风口,26、进风口坯料,27、液压机平台,28、液压机压力头,d成型机风口直径,r成型进风口圆弧直径。
具体实施方式
16.本实用新型的进风口成型模具由上模组23和下模组24组成,通过液压机压力头28带动上模下行,与固定在液压机工作台27上的下模组24一起作用实现压型。
17.如图5所示,上模组23:将上滑动柱12没带法兰的一端穿过上模板7的通孔,与压料板9通过上滑动柱紧固螺栓8与压料板9连接;将上弹簧2放入弹簧室1,用紧固螺栓4 固定在上模板7上;上模板7用螺栓与上模座6连接;上成型模具座10用螺栓与上模板7 连接;上成型模具11用螺栓与上成型模具座10连接。当上弹簧2作用时,上滑动柱12可与上模板7发生相对滑动,带动压料板9上下移动,实现进风口夹紧、成型和退料。
18.下模组24:将下滑动柱17穿过下模座13上的通孔,下滑动柱17一端与定位板座16 连接,另一端与回弹板18连接;将定位板15的里口放在定位板座16的止口处,实现定心功能。当下弹簧20作用时,下滑动柱17可与下模座13发生相对滑动,带动定位板15和定位板座16上下移动,实现进风口的定位、成型。该模具可通过更换不同尺寸的上、下成型模具,实现不同尺寸进风口的压型。
19.如图6所示,将上模座用螺栓连接在液压机压力头28上,将下模具放在液压机工作台 27上;将进风口坯料的里口从下模具定位板15的止口处放下,实现进风口坯料的定位;此时上弹簧1和下弹簧20均处于自由状态。
20.控制压力头缓慢下行,上成型模具11最先与下模具定位板15接触,开始压缩下弹簧 20;压力头继续下行,待压料板9与进风口坯料26接触后,压住进风口,此时压料板9停止下行,上弹簧1开始压缩;压力头继续下行,弹簧可继续压缩,待上模板7与压料板9 接触后,结束下行。如图6所示,进风口已成型,上弹簧1和下弹簧20处于最大压缩状态。控制压力头缓慢上行,压料板9在上弹簧1作用下将成型进风口推出。
技术特征:
1.一种风机进风口压型模具,其特征在于:由上模组(23)和下模组(24)组成,上模组(23)包括上模板(7),上端设有法兰的两个上滑动柱(12)分别贯穿上模板(7)两端安装并且上滑动柱(12)下端固定于压料板(9)上,上模板(7)两端位于上滑动柱(12)上方固定安装弹簧室(1),弹簧室(1)内设有上弹簧(2),上模板(7)上部安装上模座(6),上模板(7)下侧安装上成型模具座(10),上成型模具座(10)下侧安装上成型模具(11);下模组(24)包括下模座(13),下模座(13)上安装下成型模具(14),下模座(13)上贯穿安装两个下滑动柱(17),下滑动柱(17)上端固定连接下模座(13)上侧的定位板座(16),下滑动柱(17)下端固定连接位于下模座(13)下侧的回弹板(18),定位板(15)的里口安装于定位板座(16)的止口处,下模座(13)上位于回弹板(18)外侧安装螺杆(21),两个螺杆(21)下端之间安装回弹座(19),回弹座(19)与回弹板(18)之间设有下弹簧(20)。2.根据权利要求1所述的一种风机进风口压型模具,其特征在于:所述弹簧室(1)通过紧固螺栓(4)和螺母(5)固定于上模板(7)上,弹簧室(1)内位于上弹簧(2)上部设有弹簧挡板(3)。3.根据权利要求1所述的一种风机进风口压型模具,其特征在于:所述上滑动柱(12)下端通过上滑动柱固定螺栓(8)固定于压料板(9)上。4.根据权利要求1所述的一种风机进风口压型模具,其特征在于:所述下滑动柱(17)两端分别通过下滑动柱固定螺栓(22)固定于定位板座(16)和回弹板(18)上。
技术总结
一种风机进风口压型模具,由上模组和下模组组成,通过液压机压力头带动上模下行,与固定在液压机工作台上的下模组一起作用实现压型。具有以下优点:1、压型过程中不需要人工定位,只要将进风口坯料放在预制的止口处既可实现定位;2、利用弹簧作用实现进风口的压型和退料,解决了原有成型模具退料难的问题,避免了暴力退料,保证了进风口的表面质量,并且避免了损坏模具,延长了模具使用寿命;3、更换压型模具的部分零件,可实现不同尺寸进风口的压型;4、压型操作简单,耗时短,提高了效率,可实现大批量生产;5、该模具结构紧凑,易损件易拆解,维修方便。维修方便。维修方便。
技术研发人员:徐娇 冯林 乔福元
受保护的技术使用者:大连弘大特种风机有限公司
技术研发日:2021.01.20
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1