一种化工泵悬架支架U型槽加工装置的制作方法
一种化工泵悬架支架u型槽加工装置
技术领域
1.本实用新型属于机械设备领域,具体地说涉及一种化工泵悬架支架u型槽加工装置。
背景技术:
2.当mza/zao型石油化工流程泵、mcz标准标准化工泵及ih/ihf化工流程泵的悬架支架多采用焊接性质进行制作,焊接完成后必须进行二次加工。需要对悬架支架底部按图制作要求进行钻孔加工,对顶部进行u型槽铣削加工。由于是焊接件,必须保证悬架支架底孔与顶部u型槽的中线相一致,保证u型槽偏移量尺寸公差在
±
0.5mm以内。在正常使用过程中u型口的位置要求高,必须保持在与底座相连接的孔距中心线上,且与之底座相垂直,否则无法达到相互使用和更换的目的。单件划线加工效率低下,且u型槽位置度无法保证,达不到相互更换、相互使用的条件,为以后的后续泵头及配件增添了许多不必要的麻烦。
技术实现要素:
3.本实用新型提供了一种化工泵悬架支架u型槽加工装置,解决了背景技术中的加工方法加工效率低下和互换、互用性差的缺点。
4.本实用新型的技术方案是这样实现的:一种化工泵悬架支架u型槽加工装置,包括工作台,工作台下部设有定位块,通过定位块和工作台四个角上的u型槽与机床工作台相连接,所述工作台上设有三条相同间距的u型槽滑道a、b、c,所述u型槽滑道a和u型槽滑道c内均设有滑动丝块a、b,所述u型槽滑道b的滑道长度贯穿整个工作台,所述u型槽滑道a和u型槽滑道c的滑道长度为工作台长度的二分之一,所述工作台上u型槽滑道b后侧两端根据不同工件底座上设置的底孔对应设有多个定位销孔,还设有工件压板和定位板,所述工件压板和定位板上均设有滑动丝块c、d,所有滑动丝块上均设有内六角螺丝,所述工件上的底孔与工作台上的定位销孔通过定位销固定于工作台上,实现工件的纵向定位,工件后侧与定位板相连并通过滑动丝块d上的内六角螺丝固定,实现工件的横向定位,所述工件压板位于工件前端,工件压板前端u型槽两端压于工件底座上,工件压板后端根据工件压板的长度确定滑动丝块a和滑动丝块b的位置,并分别通过滑动丝块a和滑动丝块b上的内六角螺丝压住工件压板后端进行固定。
5.本实用新型的有益效果是:本实用新型既能保证 u型槽与底座底孔的中线重合,保证尽寸公差,又可以将工件的加工效率提高2
‑
3倍,有效地解决了工件的加工效率低的问题,提高了工件的互换性及互用性。
附图说明
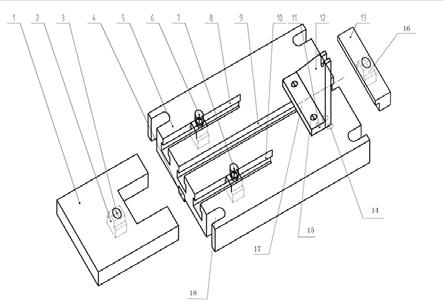
6.图1为本实用新型的结构示意图。
7.零件说明:1、工件压板,2、滑动丝块c,3、内六角螺丝,4、定位块,5、工作台,6、滑动丝块a,7、滑动丝块b,8、t型槽滑道a,9、t型槽滑道b,10、t型槽滑道c,11、定位销,12、工件,
13、定位板,14、定位销孔,15、底孔,16、滑动丝块d,17、工件底座,18、u型槽。
具体实施方式
8.为了更好地理解与实施,下面结合附图对本实用新型作进一步描述:一种化工泵悬架支架u型槽加工装置,包括工作台5,工作台5下部设有定位块4,通过定位块4和工作台5四个角上的u型槽18与机床工作台相连接,工作台5上设有三条相同间距的u型槽滑道a8、b9、c10,u型槽滑道a8和u型槽滑道c10内均设有滑动丝块a6、b7,u型槽滑道b9的滑道长度贯穿整个工作台5,u型槽滑道a8和u型槽滑道c10的滑道长度为工作台5长度的二分之一,工作台5上u型槽滑道b9后侧两端根据不同工件12底座上设置的底孔15对应设有多个定位销孔14,还设有工件压板1和定位板13,工件压板1和定位板13上均设有滑动丝块c2、d16,所有滑动丝块上均设有内六角螺丝,工件12上的底孔15与工作台5上的定位销孔14通过定位销11固定于工作台5上,实现工件12的纵向定位,工件12后侧与定位板13相连并通过滑动丝块d16上的内六角螺丝固定,实现工件12的横向定位,工件压板1位于工件12前端,工件压板1前端u型槽两端压于工件底座17上,工件压板1后端根据工件压板1的长度确定滑动丝块a6和滑动丝块b7的位置,并分别通过滑动丝块a6和滑动丝块b7上的内六角螺丝压住工件压板1后端进行固定。
9.根据工件型号及悬架支架底孔直径选择工作台5上的定位销孔14,选择工件12的固定位置,通过定位销11将工件12悬架支架固定在工作台5上,调节t型槽滑道a8和t型槽滑道c10中的滑动丝块,配合定位板13的位置,并配合工件压板1将工件12紧固在工作台5的指定位置上。调整机床刀具位置,调整数值,使工作台5与机床刀具的中心线重合。将机床调至合适的位置,根据u型槽深度进行适当加工。
10.以万能升降铣床为例,在使用前要首先将该装置固定在铣床工作台上,底部安装限位块4,保证工作台5与工件底孔中心线相一致。通过计算得出,刀具在工作台5的中心位置,使工作台5中心线与机床刀具中心线重合,即保证尺寸精度。将工件放在工作台5的预定位置,根据型号选择不同的定位销(孔),调节滑动丝块的在t型槽滑道的合适位置及高度,定位板进行二次限位。将机床调至合适的位置,根据u型槽深度进行适当加工。
11.这样,既能保证u型槽与底部孔的中线重合,保证尺寸公差,增强互换性,又能提高工件的加工效率,保证装置的合理性。
技术特征:
1.一种化工泵悬架支架u型槽加工装置,包括工作台(5),工作台(5)下部设有定位块(4),通过定位块(4)和工作台(5)四个角上的u型槽(18)与机床工作台相连接,其特征在于所述工作台(5)上设有三条相同间距的u型槽滑道a、b、c(8,9,10),所述u型槽滑道a(8)和u型槽滑道c(10)内均设有滑动丝块a、b(6,7),所述u型槽滑道b(9)的滑道长度贯穿整个工作台(5),所述u型槽滑道a(8)和u型槽滑道c(10)的滑道长度为工作台(5)长度的二分之一,所述工作台(5)上u型槽滑道b(9)后侧两端根据不同工件(12)底座上设置的底孔(15)对应设有多个定位销孔(14),还设有工件压板(1)和定位板(13),所述工件压板(1)和定位板(13)上均设有滑动丝块c、d(2,16),所有滑动丝块上均设有内六角螺丝,所述工件(12)上的底孔(15)与工作台(5)上的定位销孔(14)通过定位销(11)固定于工作台(5)上,实现工件(12)的纵向定位,工件(12)后侧与定位板(13)相连并通过滑动丝块d(16)上的内六角螺丝固定,实现工件(12)的横向定位,所述工件压板(1)位于工件(12)前端,工件压板(1)前端u型槽两端压于工件底座(17)上,工件压板(1)后端根据工件压板(1)的长度确定滑动丝块a(6)和滑动丝块b(7)的位置,并分别通过滑动丝块a(6)和滑动丝块b(7)上的内六角螺丝压住工件压板(1)后端进行固定。
技术总结
本实用新型提供了一种化工泵悬架支架U型槽加工装置,包括工作台,工作台下部设有定位块,通过定位块和工作台四个角上的U型槽与机床工作台相连接,所述工作台上设有三条相同间距的U型槽滑道A、B、C,所述U型槽滑道A和U型槽滑道C内均设有滑动丝块A、B,所述U型槽滑道B的滑道长度贯穿整个工作台,所述U型槽滑道A和U型槽滑道C的滑道长度为工作台长度的二分之一,所述工作台上U型槽滑道B后侧两端根据不同工件底座上设置的底孔对应设有多个定位销孔,还设有工件压板和定位板。本实用新型既能保证U型槽与底座底孔的中线重合,保证尽寸公差,又可以将工件的加工效率提高2
技术研发人员:牟龙龙 娇文玉 阎魁
受保护的技术使用者:烟台恒邦泵业有限公司
技术研发日:2021.01.21
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1