一种汽车零件冲压用多工位自动上料装置的制作方法
1.本实用新型涉及自动上料技术领域,具体为一种汽车零件冲压用多工位自动上料装置。
背景技术:
2.冲压模具是在冷冲压加工中,将材料加工成零件或半成品的一种特殊工艺装备,称为冷冲压模具。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.在常用的冲压工序中,大多采用人工上料的方式,这种上料方式的效率较低,同时也会给操作人员的安全带来一定的隐患,而且其对应的冲压工序需要工作人员手动放置冲裁件,降低了生产效率,不能够满足现代化生产的需求。
技术实现要素:
4.因此,本实用新型的目的是提供一种汽车零件冲压用多工位自动上料装置,能够进行自动上料,避免发生安全事故,提高工作效率。
5.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
6.一种汽车零件冲压用多工位自动上料装置,其包括:
7.工作台,所述工作台上装有传送带,所述传送带上设有l型凸起块,所述传送带由滚轴支撑,所述滚轴安装在支架中,所述支架左端装有感应器且支架连接支撑架;
8.上料装置,所述上料装置包括连接下模座的滑轨,所述滑轨上装有滑动块,所述滑动块右侧连接升降板,所述升降板的右侧连接电动伸缩器,所述电动伸缩器包括伸缩杆和连接伸缩杆顶部的凹槽板,所述凹槽板开口处设有与感应器对应的感应块。
9.作为本实用新型所述的一种汽车零件冲压用多工位自动上料装置的一种优选方案,其中,所述下模座上装有冲压模。
10.作为本实用新型所述的一种汽车零件冲压用多工位自动上料装置的一种优选方案,其中,所述工作台通过螺栓连接传送带的支撑架。
11.作为本实用新型所述的一种汽车零件冲压用多工位自动上料装置的一种优选方案,其中,所述电动伸缩器上的凹槽板与传送带上的凸起块平行对应。
12.与现有技术相比,本实用新型具有的有益效果是:通过在将工件放置在传送带凸起块所在的位置,当感应器感应到感应块时,滚轴旋转带动工件移动,通过传送带将工件移动到凹槽板上,电动伸缩器连接滑动块通过滑轨移动到冲压模上方位置,升降板将电动伸缩器进行升降,使工件紧贴冲压模,之后对工件进行加工,相对于传统的上料装置,本实用新型能够进行自动上料,避免发生安全事故,提高工作效率。
附图说明
13.为了更清楚地说明本实用新型实施方式的技术方案,下面将将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
14.图1为本实用新型一种汽车零件冲压用多工位自动上料装置的结构示意图;
15.图2为本实用新型一种汽车零件冲压用多工位自动上料装置图1的部分结构示意图。
具体实施方式
16.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
17.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
18.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
19.本实用新型提供一种汽车零件冲压用多工位自动上料装置,能够进行自动上料,避免发生安全事故,提高工作效率。
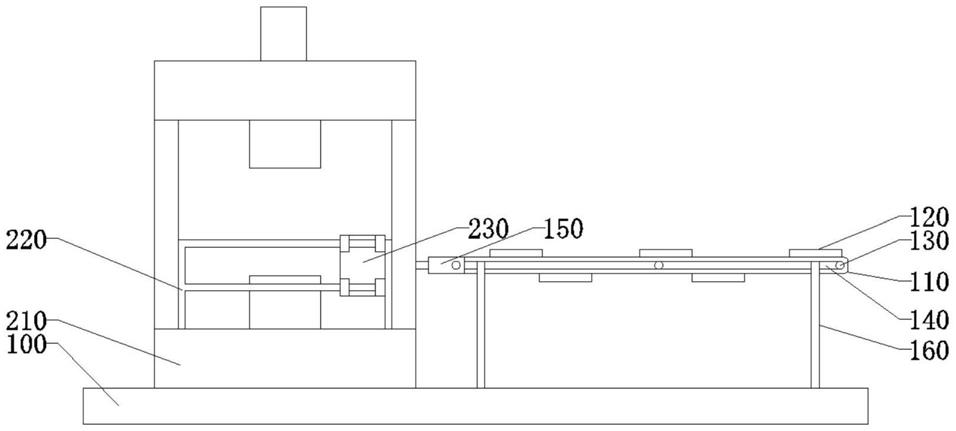
20.图1-图2示出的是本实用新型一种汽车零件冲压用多工位自动上料装置实施方式的结构示意图,请参阅图1-图2,本实施方式的一种汽车零件冲压用多工位自动上料装置包括工作台100和上料装置200。
21.工作台100,所述工作台100上装有传送带110,所述传送带110上设有l型凸起块120,所述传送带110由滚轴130支撑,所述滚轴130安装在支架140中,所述支架140左端装有感应器150且支架140连接支撑架160。将工件放入传送带110上到凸起块中120限制工件的位置,当感应器150感应到感应块280时,滚轴130旋转带动工件移动。
22.上料装置200,所述上料装置200包括连接下模座210的滑轨220,所述滑轨220上装有滑动块230,所述滑动块230右侧连接升降板240,所述升降板240的右侧连接电动伸缩器250,所述电动伸缩器250包括伸缩杆260和连接伸缩杆260顶部的凹槽板270,所述凹槽板270开口处设有与感应器150对应的感应块280。当电动伸缩器250通过滑动块230移动,感应块280接触感应器150时,传送带110将工件移动到凹槽板270的凹槽腔内,之后通过滑动块230将电动伸缩器250移动到冲压模上方位置,升降板240将电动伸缩器250进行升降,使工件紧贴冲压模。
23.结合图1-图2,本实施方式的一种汽车零件冲压用多工位自动上料装置,通过在将工件放置在传送带110凸起块120所在的位置,当感应器150感应到感应块280时,滚轴130旋转带动工件移动,通过传送带110将工件移动到凹槽板270上,电动伸缩器250连接滑动块230通过滑轨220移动到冲压模上方位置,升降板240将电动伸缩器250进行升降,使工件紧贴冲压模,之后对工件进行加工,相对于传统的上料装置,本实用新型能够进行自动上料,
避免发生安全事故,提高工作效率。
24.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
技术特征:
1.一种汽车零件冲压用多工位自动上料装置,其特征在于,包括:工作台(100),所述工作台(100)上装有传送带(110),所述传送带(110)上设有l型凸起块(120),所述传送带(110)由滚轴(130)支撑,所述滚轴(130)安装在支架(140)中,所述支架(140)左端装有感应器(150)且支架(140)连接支撑架(160);上料装置(200),所述上料装置(200)包括连接下模座(210)的滑轨(220),所述滑轨(220)上装有滑动块(230),所述滑动块(230)右侧连接升降板(240),所述升降板(240)的右侧连接电动伸缩器(250),所述电动伸缩器(250)包括伸缩杆(260)和连接伸缩杆(260)顶部的凹槽板(270),所述凹槽板(270)开口处设有与感应器(150)对应的感应块(280)。2.根据权利要求1所述的一种汽车零件冲压用多工位自动上料装置,其特征在于,所述下模座(210)上装有冲压模。3.根据权利要求2所述的一种汽车零件冲压用多工位自动上料装置,其特征在于,所述工作台(100)通过螺栓连接传送带(110)的支撑架(160)。4.根据权利要求3所述的一种汽车零件冲压用多工位自动上料装置,其特征在于,所述电动伸缩器(250)上的凹槽板(270)与传送带(110)上的凸起块(120)平行对应。
技术总结
本实用新型公开一种汽车零件冲压用多工位自动上料装置,其包括工作台和上料装置,所述工作台上装有传送带,所述传送带上设有L型凸起块,所述传送带由滚轴支撑,所述滚轴安装在支架中,所述支架左端装有感应器且支架连接支撑架,上料装置包括连接下模座的滑轨,所述滑轨上装有滑动块,所述滑动块右侧连接升降板,所述升降板的右侧连接电动伸缩器,所述电动伸缩器包括伸缩杆和连接伸缩杆顶部的凹槽板,所述凹槽板开口处设有与感应器对应的感应块。相对于传统的上料装置,本实用新型能够进行自动上料,避免发生安全事故,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:洪刚
受保护的技术使用者:武汉虹云鑫盛机械有限公司
技术研发日:2021.02.26
技术公布日:2022/2/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1