PCBA主板正负连极弹簧自动组装设备的制作方法
本技术涉及产品组装,具体涉及一种pcba主板正负连极弹簧自动组装设备。
背景技术:
1、随着社会和经济的发展,人们的生活水平逐渐提高,电子产品在人们生活中的应用也越来越广。在生产电子产品的过程中,需要经过多种组装工序,而将pcba主板顺利的组装至产品的壳体内是组装的核心工序。
2、但是,一些电子产品的pcba主板上带有正负连极弹簧,如遥控器、游戏手柄等,目前无法通过自动化设备将正负连极弹簧组装至产品的壳体内,只能依靠人工组装,人工组装不但劳动强度大,生产成本高,而且工作效率低,不能满足生产线需求。
技术实现思路
1、针对现有技术存在的以上缺陷,本实用新型提供一种pcba主板正负连极弹簧自动组装设备,该pcba主板正负连极弹簧自动组装设备解决了pcba主板上的正负连极弹簧与壳体自动组装的技术问题。
2、为了解决上述技术问题,本实用新型采用的技术方案是:
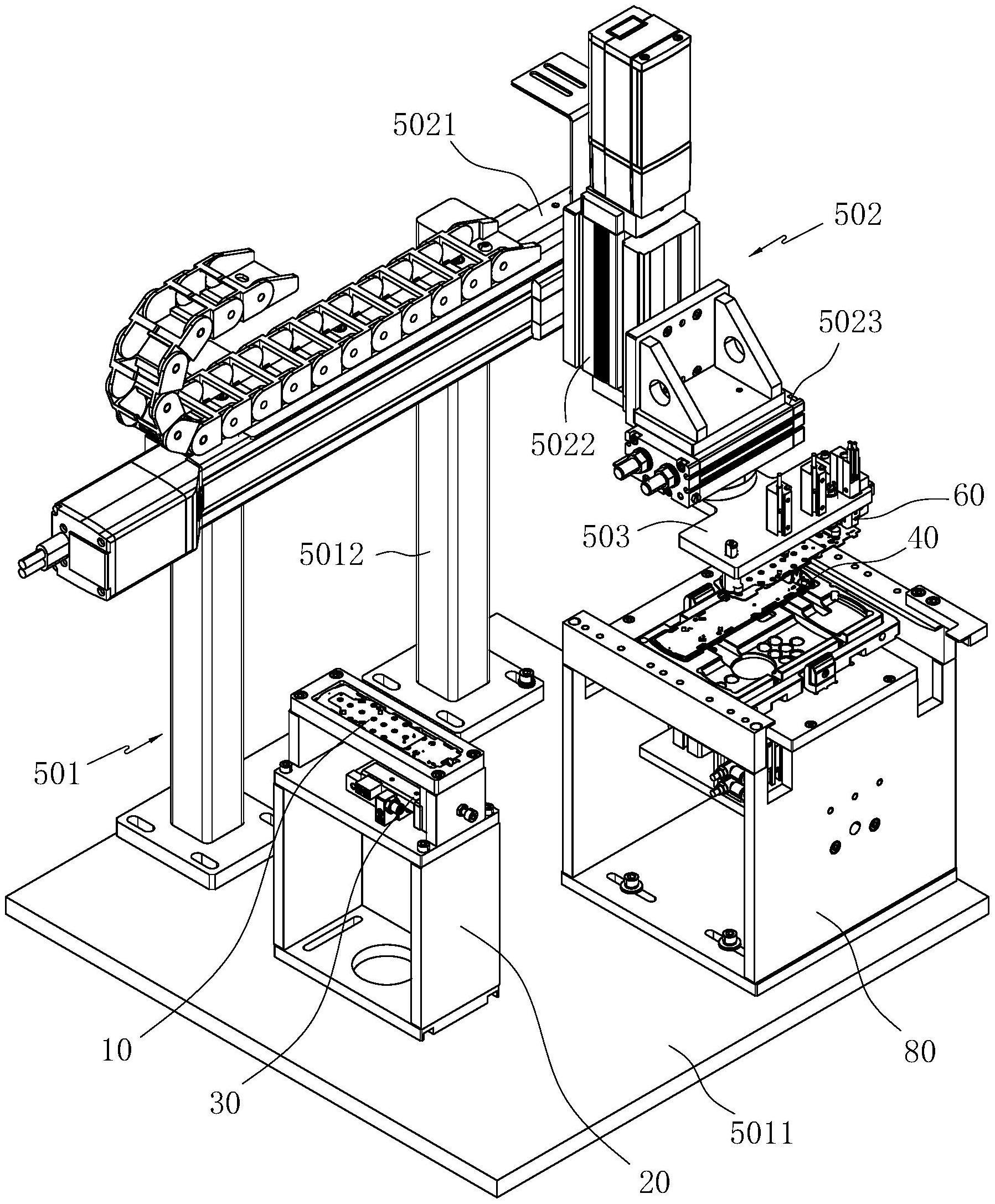
3、pcba主板正负连极弹簧自动组装设备,包括主板定位装置、弹簧压缩装置、壳体定位装置、搬运装置和设置在所述搬运装置上的弹簧阻挡装置,所述主板定位装置用于定位所述pcba主板;所述壳体定位装置用于定位壳体,所述搬运装置用于将位于所述主板定位装置上的所述pcba主板搬运至所述壳体定位装置上的所述壳体上;所述弹簧压缩装置用于在搬运所述pcba主板前将所述正负连极弹簧压缩至所述搬运装置的收纳结构内,所述弹簧阻挡装置用于对位于所述收纳结构内的所述正负连极弹簧进行阻挡;所述pcba主板搬运到位后,所述弹簧阻挡装置解除对所述正负连极弹簧的阻挡,所述正负连极弹簧自动释放到所述壳体内。
4、其中,所述主板定位装置包括安装座和设置在所述安装座上的主板定位座,所述主板定位座设置有与所述pcba主板相适配的主板定位槽,所述主板定位槽的底部设置有用于避让所述正负连极弹簧的避让通孔。
5、其中,所述弹簧压缩装置包括设置在所述安装座上的第一驱动机构,和设置在所述第一驱动机构上的弹簧压缩件,所述第一驱动机构用于驱动所述弹簧压缩件往复直线运动。
6、其中,所述弹簧压缩件包括固定连接的连接部、压缩部和导向部,所述连接部连接在所述第一驱动机构上,所述压缩部和所述导向部位于所述避让通孔内,所述导向部用于给所述正负连极弹簧导向,所述压缩部用于压缩所述正负连极弹簧。
7、其中,所述搬运装置包括机架,设置在所述机架上的驱动装置,设置在所述驱动装置上的取料座,和设置在所述取料座上的取料头,所述驱动装置用于驱动所述取料座移动,所述取料头用于拾取所述pcba主板。
8、其中,所述收纳结构包括设置在所述取料座侧部的阻挡件,所述阻挡件上设置有收纳槽,所述收纳槽用于收纳被压缩的所述正负连极弹簧。
9、其中,所述弹簧阻挡装置包括第二驱动机构和两个挡爪,所述第二驱动机构设置在所述取料座上,两所述挡爪设置在所述第二驱动机构上,且两所述挡爪位于所述收纳槽的开口侧,所述第二驱动机构用于驱动两所述挡爪做趋近或远离运动,两所述挡爪用于对位于所述收纳槽内的所述正负连极弹簧进行阻挡或解除阻挡。
10、其中,所述搬运装置还包括压料机构,所述压料机构包括第三驱动机构和压料件,所述第三驱动机构设置在所述取料座上,所述压料件设置在所述第三驱动机构上,所述第三驱动机构用于驱动所述压料件往复直线运动,所述压料件用于压紧或松开所述pcba主板。
11、其中,所述驱动装置包括设置在所述机架上的第四驱动机构,设置在所述第四驱动机构上的第五驱动机构,以及设置在所述第五驱动机构上的第六驱动机构,所述取料座设置在所述第六驱动机构上,所述第四驱动机构用于驱动所述第五驱动机构、所述第六驱动机构和所述取料座水平运动,所述第五驱动机构用于驱动所述第六驱动机构和所述取料座竖向运动,所述第六驱动机构用于驱动所述取料座旋转运动。
12、其中,所述壳体定位装置包括顶升平台,设置在所述顶升平台上的壳体定位座,和设置在所述顶升平台内的顶升机构,所述顶升平台的相对两侧分别设置有限位结构,所述顶升机构的顶升端穿过所述顶升平台与两所述限位结构配合将所述壳体定位座固定。
13、采用了上述技术方案,本实用新型的有益效果是:
14、本实用新型提供的pcba主板正负连极弹簧自动组装设备,通过主板定位装置定位pcba主板,通过壳体定位装置定位壳体,通过搬运装置将主板定位装置上的pcba主板搬运至壳体定位装置上的壳体上,在搬运pcba主板前,通过弹簧压缩装置将正负连极弹簧压缩至搬运装置的收纳结构内,通过弹簧阻挡装置对位于收纳结构内的正负连极弹簧进行阻挡,待pcba主板搬运到位后,通过弹簧阻挡装置解除对正负连极弹簧的阻挡,由正负连极弹簧自动释放到壳体内,以完成正负连极弹簧与壳体的自动组装,与现有技术相比,本实用新型pcba主板正负连极弹簧自动组装设备解决了pcba主板上的正负连极弹簧与壳体自动组装的技术问题,实现了正负连极弹簧与壳体的自动组装,降低了劳动强度和生产成本,提高了工作效率,满足了生产线需求。
技术特征:
1.pcba主板正负连极弹簧自动组装设备,其特征在于,包括主板定位装置、弹簧压缩装置、壳体定位装置、搬运装置和设置在所述搬运装置上的弹簧阻挡装置,
2.根据权利要求1所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述主板定位装置包括安装座和设置在所述安装座上的主板定位座,所述主板定位座设置有与所述pcba主板相适配的主板定位槽,所述主板定位槽的底部设置有用于避让所述正负连极弹簧的避让通孔。
3.根据权利要求2所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述弹簧压缩装置包括设置在所述安装座上的第一驱动机构,和设置在所述第一驱动机构上的弹簧压缩件,所述第一驱动机构用于驱动所述弹簧压缩件往复直线运动。
4.根据权利要求3所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述弹簧压缩件包括固定连接的连接部、压缩部和导向部,所述连接部连接在所述第一驱动机构上,所述压缩部和所述导向部位于所述避让通孔内,所述导向部用于给所述正负连极弹簧导向,所述压缩部用于压缩所述正负连极弹簧。
5.根据权利要求1所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述搬运装置包括机架,设置在所述机架上的驱动装置,设置在所述驱动装置上的取料座,和设置在所述取料座上的取料头,所述驱动装置用于驱动所述取料座移动,所述取料头用于拾取所述pcba主板。
6.根据权利要求5所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述收纳结构包括设置在所述取料座侧部的阻挡件,所述阻挡件上设置有收纳槽,所述收纳槽用于收纳被压缩的所述正负连极弹簧。
7.根据权利要求6所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述弹簧阻挡装置包括第二驱动机构和两个挡爪,所述第二驱动机构设置在所述取料座上,两所述挡爪设置在所述第二驱动机构上,且两所述挡爪位于所述收纳槽的开口侧,所述第二驱动机构用于驱动两所述挡爪做趋近或远离运动,两所述挡爪用于对位于所述收纳槽内的所述正负连极弹簧进行阻挡或解除阻挡。
8.根据权利要求5所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述搬运装置还包括压料机构,所述压料机构包括第三驱动机构和压料件,所述第三驱动机构设置在所述取料座上,所述压料件设置在所述第三驱动机构上,所述第三驱动机构用于驱动所述压料件往复直线运动,所述压料件用于压紧或松开所述pcba主板。
9.根据权利要求5所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述驱动装置包括设置在所述机架上的第四驱动机构,设置在所述第四驱动机构上的第五驱动机构,以及设置在所述第五驱动机构上的第六驱动机构,所述取料座设置在所述第六驱动机构上,所述第四驱动机构用于驱动所述第五驱动机构、所述第六驱动机构和所述取料座水平运动,所述第五驱动机构用于驱动所述第六驱动机构和所述取料座竖向运动,所述第六驱动机构用于驱动所述取料座旋转运动。
10.根据权利要求1所述的pcba主板正负连极弹簧自动组装设备,其特征在于,所述壳体定位装置包括顶升平台,设置在所述顶升平台上的壳体定位座,和设置在所述顶升平台内的顶升机构,所述顶升平台的相对两侧分别设置有限位结构,所述顶升机构的顶升端穿过所述顶升平台与两所述限位结构配合将所述壳体定位座固定。
技术总结
本技术公开了一种PCBA主板正负连极弹簧自动组装设备,涉及产品组装技术领域。包括主板定位装置、弹簧压缩装置、壳体定位装置、搬运装置和设置在搬运装置上的弹簧阻挡装置,主板定位装置用于定位PCBA主板;壳体定位装置用于定位壳体,搬运装置用于将位于主板定位装置上的PCBA主板搬运至壳体定位装置上的壳体上;弹簧压缩装置用于在搬运PCBA主板前将正负连极弹簧压缩至搬运装置的收纳结构内,弹簧阻挡装置用于对位于收纳结构内的正负连极弹簧进行阻挡;PCBA主板搬运到位后,弹簧阻挡装置解除对正负连极弹簧的阻挡,正负连极弹簧自动释放到壳体内。本技术PCBA主板正负连极弹簧自动组装设备解决了PCBA主板上的正负连极弹簧与壳体自动组装的技术问题。
技术研发人员:车进飞,董旭日
受保护的技术使用者:潍坊路加精工有限公司
技术研发日:20210331
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!