一种圆管焊接工装的制作方法
1.本实用新型属于焊接设备技术领域,尤其涉及一种圆管焊接工装。
背景技术:
2.利用圆管折弯机成型后的圆管需要再使用焊接设备进行接缝焊接,现有焊接设备由于定位不准确以及固定不够牢固等问题容易发生焊接进给不够或焊接轨迹偏移现象,导致产品出现大量不良。为了解决上述问题,本实用新型设计了一种圆管焊接工装,焊接效果好、精度高,有效提高产品质量。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种圆管焊接工装,焊接效果好、精度高,有效提高产品质量。
4.技术方案:为实现上述目的,本实用新型的一种圆管焊接工装,包括设置于作业台上的定位机构、承托机构、焊接机构,以及设置于作业台下方的接料装置;
5.所述定位机构包括通槽板,所述通槽板竖向设置,其内槽底具有吸附孔,其两槽壁具有夹紧气缸;所述通槽板呈内圆外方结构状,且通槽板的内径与圆管的外径为过盈配合;所述承托机构包括曲柄,所述曲柄水平设置;所述圆管呈焊缝朝外的竖向姿态插入通槽板内,其下管端通过曲柄承托,其管壁通过吸附孔吸附以及夹紧气缸夹紧;
6.所述焊接机构包括三轴伺服滑台模组、激光焊接头和工业相机,所述激光焊接头及工业相机分别设置于三轴伺服滑台模组的z轴滑台上,且激光焊接头及工业相机均水平朝向通槽板的开口;
7.所述作业台位于通槽板正下方的位置开设有的漏料口,所述接料装置位于漏料口下方。
8.进一步地,所述通槽板通过配套的支架支撑设置于作业台上,所述支架上安装有抽气泵;所述通槽板内部具有连通各吸附孔的腔体,所述通槽板外槽底具有连接腔体的出气阀和进气阀,所述出气阀对接所述抽气泵。
9.进一步地,所述通槽板的槽壁贯穿设置有与夹紧气缸对应的通孔,所述夹紧气缸的活塞杆伸入通孔内,且活塞杆端部连接有球体。
10.进一步地,所述曲柄上表面为水平平面结构。
11.进一步地,所述承托机构还包括安装于作业台底部的竖向伺服电机,所述竖向伺服电机与曲柄驱动连接。
12.进一步地,所述接料装置为接料箱或输送机。
13.有益效果:本实用新型的一种圆管焊接工装,有益效果为:本实用新型通过曲柄与通槽板实现对圆管的定位,通过吸附孔与夹紧气缸实现对圆管的固定,定位固定准确、牢固、可靠,有效提高焊接效果并保证焊接精度,从而有效提高产品加工质量,且整体结构简单,使用方便。
附图说明
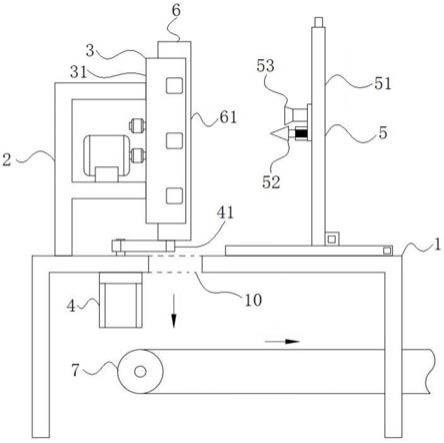
14.附图1为本实用新型的整体结构示意图;
15.附图2为定位机构与承托机构的结构示意图;
16.附图3为附图2中部分结构剖开分解状态下的结构示意图。
具体实施方式
17.下面结合附图对本实用新型作更进一步的说明。
18.如附图1所示,一种圆管焊接工装,包括设置于作业台1上的定位机构3、承托机构4、焊接机构5,以及设置于作业台1下方的接料装置7。
19.如附图1和附图3所示,所述定位机构3包括通槽板31,所述通槽板31竖向设置,其内槽底具有吸附孔311,其两槽壁具有夹紧气缸32;所述通槽板31呈内圆外方结构状,且通槽板31的内径与圆管6的外径为过盈配合;所述承托机构4包括曲柄41,所述曲柄41水平设置;所述圆管6呈焊缝61朝外的竖向姿态插入通槽板31内,其下管端通过曲柄41承托,其管壁通过吸附孔311吸附以及夹紧气缸32夹紧。通过曲柄41与通槽板31实现对圆管6的定位,通过吸附孔311与夹紧气缸32实现对圆管6的固定,定位固定准确、牢固、可靠,有效提高焊接效果并保证焊接精度,从而有效提高产品加工质量。
20.所述焊接机构5包括三轴伺服滑台模组51、激光焊接头52和工业相机53,所述激光焊接头52及工业相机53分别设置于三轴伺服滑台模组51的z轴滑台上,且激光焊接头52及工业相机53均水平朝向通槽板31的开口,工业相机53捕捉焊缝61传输至控制系统形成焊接轨迹,从而指导光焊接头52进行焊接作业。
21.所述作业台1位于通槽板31正下方的位置开设有的漏料口10,所述接料装置7位于漏料口10下方,更为具体的,所述接料装置7为接料箱或输送机。
22.如附图2所示,所述通槽板31通过配套的支架2支撑设置于作业台1上,所述支架2上安装有抽气泵33;所述通槽板31内部具有连通各吸附孔311的腔体,所述通槽板31外槽底具有连接腔体的出气阀34和进气阀35,所述出气阀34对接所述抽气泵33。进气阀35关闭,出气阀34打开,启动抽气泵33抽气执行吸附固定操作,出气阀34及抽气泵33关闭,打开进气阀35进气,解除吸附固定操作,吸附孔311吸附失效。
23.所述通槽板31的槽壁贯穿设置有与夹紧气缸32对应的通孔312,所述夹紧气缸32的活塞杆伸入通孔312内,且活塞杆端部连接有球体321,通过球体321的设置,在夹紧操作过程中不会对圆管6管壁造成压痕损伤。
24.值得注意的是,所述曲柄41上表面为水平平面结构,实现对圆管6更好的承托支撑。
25.所述承托机构4还包括安装于作业台1底部的竖向伺服电机42,所述竖向伺服电机42与曲柄41驱动连接,竖向伺服电机42驱动曲柄41转动,转动至通槽板31下方能够承托圆管6,至从通槽板31下方移开,且吸附孔311吸附失效、夹紧气缸32复原状态下,通槽板31在自身重力作用下落至接料装置7,实现自动化下料。
26.以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种圆管焊接工装,其特征在于:包括设置于作业台(1)上的定位机构(3)、承托机构(4)、焊接机构(5),以及设置于作业台(1)下方的接料装置(7);所述定位机构(3)包括通槽板(31),所述通槽板(31)竖向设置,其内槽底具有吸附孔(311),其两槽壁具有夹紧气缸(32);所述通槽板(31)呈内圆外方结构状,且通槽板(31)的内径与圆管(6)的外径为过盈配合;所述承托机构(4)包括曲柄(41),所述曲柄(41)水平设置;所述圆管(6)呈焊缝(61)朝外的竖向姿态插入通槽板(31)内,其下管端通过曲柄(41)承托,其管壁通过吸附孔(311)吸附以及夹紧气缸(32)夹紧;所述焊接机构(5)包括三轴伺服滑台模组(51)、激光焊接头(52)和工业相机(53),所述激光焊接头(52)及工业相机(53)分别设置于三轴伺服滑台模组(51)的z轴滑台上,且激光焊接头(52)及工业相机(53)均水平朝向通槽板(31)的开口;所述作业台(1)位于通槽板(31)正下方的位置开设有的漏料口(10),所述接料装置(7)位于漏料口(10)下方。2.根据权利要求1所述的一种圆管焊接工装,其特征在于:所述通槽板(31)通过配套的支架(2)支撑设置于作业台(1)上,所述支架(2)上安装有抽气泵(33);所述通槽板(31)内部具有连通各吸附孔(311)的腔体,所述通槽板(31)外槽底具有连接腔体的出气阀(34)和进气阀(35),所述出气阀(34)对接所述抽气泵(33)。3.根据权利要求1所述的一种圆管焊接工装,其特征在于:所述通槽板(31)的槽壁贯穿设置有与夹紧气缸(32)对应的通孔(312),所述夹紧气缸(32)的活塞杆伸入通孔(312)内,且活塞杆端部连接有球体(321)。4.根据权利要求1所述的一种圆管焊接工装,其特征在于:所述曲柄(41)上表面为水平平面结构。5.根据权利要求1或4所述的一种圆管焊接工装,其特征在于:所述承托机构(4)还包括安装于作业台(1)底部的竖向伺服电机(42),所述竖向伺服电机(42)与曲柄(41)驱动连接。6.根据权利要求1所述的一种圆管焊接工装,其特征在于:所述接料装置(7)为接料箱或输送机。
技术总结
本实用新型公开了一种圆管焊接工装,包括设置于作业台上的定位机构、承托机构、焊接机构,定位机构包括通槽板,通槽板竖向设置,其内槽底具有吸附孔,其两槽壁具有夹紧气缸;通槽板呈内圆外方结构状,且通槽板的内径与圆管的外径为过盈配合;承托机构包括曲柄,曲柄水平设置;圆管呈焊缝朝外的竖向姿态插入通槽板内,且下管端通过曲柄承托,其管壁通过吸附孔吸附以及夹紧气缸夹紧;焊接机构包括三轴伺服滑台模组、激光焊接头和工业相机,激光焊接头及工业相机分别设置于三轴伺服滑台模组的Z轴滑台上。本实用新型提供的一种圆管焊接工装,焊接效果好、精度高,有效提高产品质量。有效提高产品质量。有效提高产品质量。
技术研发人员:张燕
受保护的技术使用者:无锡德艺馨科技有限公司
技术研发日:2021.04.07
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1