一种干簧管快速装夹焊接装置的制作方法
1.本实用新型属于干簧管生产技术领域,具体为一种干簧管快速装夹焊接装置。
背景技术:
2.干簧管也称之为磁簧开关,它是一个通过所施加的磁场操作的电开关。
3.干簧管主要由玻璃管以及左右两根簧片组成,玻璃管内部中空,两根簧片分别插入到玻璃管内,并且接触实现通电导电,伸出玻璃管的两根簧片部位还需要与外部电气装置的导线进行焊接,实现后期的对电气装置的电开关作用。
4.可是,现有的用于干簧管焊接用的装夹焊接装置,其在装夹过程中容易造成玻璃管夹损的情况,而且装夹的快速稳定性较低。
技术实现要素:
5.本实用新型的目的在于提供一种干簧管快速装夹焊接装置,以解决现有技术中在装夹过程中容易造成玻璃管夹损的情况、装夹的快速稳定性较低的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种干簧管快速装夹焊接装置,包括主支架、副支架、干簧管组、夹持座、滑动板,以及设于固定面上的输送带,所述主支架上设有开口、送料气缸,所述输送带上设有待焊物,所述副支架上设有上开口、方滑孔,所述送料气缸的伸缩杆上设有双动气缸,所述双动气缸的伸缩杆与滑动板固定设置,所述滑动板上设有夹持座,所述夹持座内滑动卡接有夹持头,所述夹持头与夹持座的内槽之间设有缓冲组,本新型所使用到的结构件,除特殊说明,均采用四十五号钢材质制成,强度高,易焊接加工,所述夹持头上设有光滑减震垫,所述干簧管组由玻璃管、簧片组成。
7.优选的,所述副支架的两端设有导块,所述导块上设有导孔,所述导孔和主支架滑动套接,提高了送料气缸将装夹完成的干簧管组向下移动过程时的稳定性,进而保证后期簧片与待焊物之间焊接的稳定性。
8.优选的,所述滑动板为l形状结构,所述方滑孔的侧向面为矩形内孔并与滑动板的横向板的侧截面相匹配套接,提高了夹持座横向夹持的稳定性。
9.优选的,所述夹持头朝向玻璃管的一端为弧形状结构面,所述光滑减震垫平铺设于该弧形状结构面上,光滑减震垫为nbr丁腈橡胶垫,具有高弹减震性,并且表面平整光滑,避免了对干簧管的玻璃管夹持过程中出现夹损破碎的现象。
10.优选的,双动气缸的型号为mhl2
‑
20d,其具有两侧对称的伸缩杆,可同时进行伸缩夹持,送料气缸为长行程气缸,型号为sc
‑
63
‑
s
‑
lb,均自带开关,并分别通过导线连接到外部供电箱。
11.优选的,所述缓冲组为多组弹簧均匀排列设置,提高了弹簧卸力缓冲的有效面积,保证对夹持时的反弹力进行全面缓冲卸力。
12.优选的,所述夹持座的截面为u形状结构,所述夹持头的截面为工字状结构,实现夹持头在夹持座内部滑动的同时,不会从夹持座内滑脱。
13.与现有技术相比,本实用新型的有益效果是:
14.通过在输送带上方设置的送料气缸以及双动气缸结构,不仅实现了对干簧管组的快速稳定的装夹,而且通过设置的具有缓冲组以及光滑减震垫结构的夹持结构,实现了对玻璃管外壁进行双缓冲夹持,有效避免了对干簧管的玻璃管夹持过程中出现夹损破碎的现象,提高了装夹过程的防护性。
15.通过在l形状结构的滑动板与主支架上设置的对称式导向结构,极大的提高了送料气缸将装夹完成的干簧管组向下移动过程时的稳定性,进而保证后期簧片与待焊物之间焊接的稳定性。
附图说明
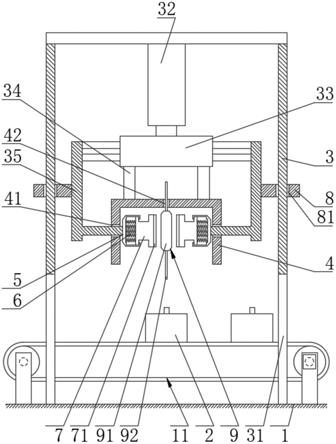
16.图1为本实用新型的整体结构立面图;
17.图2为本实用新型的图1中双动气缸结构以及双缓冲夹持结构的局部放大图;
18.图3为本实用新型的图2中双缓冲夹持结构的俯视结构图。
19.图中:1固定面、11输送带、2待焊物、3主支架、31开口、32送料气缸、33双动气缸、34连接柱、35滑动板、4副支架、41上开口、42方滑孔、5夹持座、6缓冲组、7夹持头、71光滑减震垫、8导块、81导孔、9干簧管组、91玻璃管、92簧片。
具体实施方式
20.请参阅图1、图2,一种干簧管快速装夹焊接装置,包括主支架3、副支架4、干簧管组9、夹持座5、滑动板35、连接柱34,以及设于固定面1上的输送带11,输送带11为生产中常用送料装置,其可以将待焊物2送至干簧管组9下方并停止,以备后期进行焊接,主支架3上设有开口31、送料气缸32,输送带11上设有待焊物2,待焊物2为用于与干簧管焊接的电气装置,副支架4上设有上开口41、方滑孔42,夹持座5的截面为u形状结构,夹持头7的截面为工字状结构,连接柱34的上下端分别与双动气缸33和副支架4焊接固定,提高整体结构稳固性,夹持头7与夹持座5的内槽之间设有缓冲组6,夹持头7上设有光滑减震垫71,干簧管组9由玻璃管91、簧片92组成,送料气缸32的伸缩杆上通过螺丝安装有双动气缸33,双动气缸33的伸缩杆与滑动板35固定设置,滑动板35上焊接有夹持座5,夹持座5内滑动卡接有夹持头7,实现对干簧管组9快速稳定的装夹效果。
21.请参阅图2、图3,缓冲组6为多组弹簧均匀排列焊接设置,提高了弹簧卸力缓冲的有效面积,保证对夹持时的反弹力进行全面缓冲卸力。
22.请参阅图2、图3,夹持头7朝向玻璃管91的一端为弧形状结构面,光滑减震垫71平铺粘接于该弧形状结构面上,光滑减震垫71表面平整光滑,避免了对玻璃管91夹持过程中出现夹损破碎的现象。
23.请参阅图1、图2,滑动板35为l形状结构,方滑孔42的侧向面为矩形内孔并与滑动板35的横向板的侧截面相匹配套接,提高了夹持座5横向夹持的稳定性。
24.请参阅图1,副支架4的两端焊接有导块8,导块8上设有导孔81,导孔81和主支架3滑动套接,提高了向下移动干簧管组9过程时的稳定性,保证后期簧片92与待焊物2之间焊接的稳定性。
25.本方案的工作原理是:手握住下方的簧片92并将干簧管组9的上端簧片92插入上
开口41,并保证玻璃管91与夹持头7水平对齐,接着启动双动气缸33,双动气缸33的两侧伸缩杆同时回缩,通过滑动板35带动两侧夹持座5以及夹持头7整体同时相向平移,待夹持头7的光滑减震垫71与玻璃管91整体快速稳定夹持后,停止双动气缸33,实现了对干簧管组9的快速稳定的装夹;
26.同时,在夹持的过程中,缓冲组6以及光滑减震垫71会将夹持时的反弹力进行有效双重减震缓冲,避免了对干簧管9的玻璃管91夹持过程中出现夹损破碎的现象。
技术特征:
1.一种干簧管快速装夹焊接装置,包括主支架(3)、副支架(4)、干簧管组(9)、夹持座(5)、滑动板(35)、连接柱(34),以及设于固定面(1)上的输送带(11),其特征在于:所述主支架(3)上设有开口(31)、送料气缸(32),所述输送带(11)上设有待焊物(2),所述副支架(4)上设有上开口(41)、方滑孔(42),所述送料气缸(32)的伸缩杆上设有双动气缸(33),所述双动气缸(33)的伸缩杆与滑动板(35)固定设置,所述滑动板(35)上设有夹持座(5),所述夹持座(5)内滑动卡接有夹持头(7),所述夹持头(7)与夹持座(5)的内槽之间设有缓冲组(6),所述夹持头(7)上设有光滑减震垫(71),所述干簧管组(9)由玻璃管(91)、簧片(92)组成。2.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述副支架(4)的两端设有导块(8),所述导块(8)上设有导孔(81),所述导孔(81)和主支架(3)滑动套接。3.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述方滑孔(42)的侧向面为矩形内孔并与滑动板(35)的横向板的侧截面相匹配套接。4.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述滑动板(35)为l形状结构。5.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述夹持头(7)朝向玻璃管(91)的一端为弧形状结构面,所述光滑减震垫(71)平铺设于该弧形状结构面上。6.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述缓冲组(6)为多组弹簧均匀排列设置。7.根据权利要求1所述的一种干簧管快速装夹焊接装置,其特征在于:所述夹持座(5)的截面为u形状结构,所述夹持头(7)的截面为工字状结构。
技术总结
本实用新型公开了一种干簧管快速装夹焊接装置,包括主支架、副支架、干簧管组、夹持座、滑动板,以及设于固定面上的输送带,主支架上设有开口、送料气缸,输送带上设有待焊物,副支架上设有上开口、方滑孔,送料气缸的伸缩杆上设有双动气缸,双动气缸的伸缩杆与滑动板固定设置,滑动板上设有夹持座,夹持座内滑动卡接有夹持头,夹持头与夹持座的内槽之间设有缓冲组,夹持头上设有光滑减震垫,干簧管组由玻璃管、簧片组成。实现了对干簧管组的快速稳定的装夹,避免了对干簧管的玻璃管夹持过程中出现夹损破碎的现象,提高了送料气缸将装夹完成的干簧管组向下移动过程时的稳定性,保证后期簧片与待焊物之间焊接的稳定性。片与待焊物之间焊接的稳定性。片与待焊物之间焊接的稳定性。
技术研发人员:高桂胜 穆可新
受保护的技术使用者:沧州博航电子元器件制造有限公司
技术研发日:2021.05.28
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1