一种压弧壳体支撑装配胎架的制作方法
1.本实用新型涉及一种装配胎架结构,尤其是一种压弧壳体支撑装配胎架。
背景技术:
2.天然气作为介于传统化石能源和可再生能源间的低碳清洁能源,碳排放量比煤炭等传统化石能源低,价格较核能和风能等可再生能源有一定竞争优势,积极发展气电在未来一个时期内将是降低碳排放的重要举措。目前,世界最受青睐的实用发电为天然气联合循环发电技术,包括给水加热型、余热锅炉型、排气补燃型和排气全然型等,扩散器作为为排气补燃型联合循环发电技术主要装置,用于传播发电机组排出的热量,热量通过排气系统到循环装置收集利用,扩散器其结构为圆锥形筒体结构,由8片等分的圆弧扇形壳体板拼装而成,由于圆锥形筒体体型大、单片体塑性较大,给铆焊制作带来了一定困难,为了解决此问题,本实用新型提供了一种压弧壳体支撑装配胎架。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本实用新型提供一种压弧壳体支撑装配胎架。
4.本实用新型解决其技术问题所采用的技术方案是:一种压弧壳体支撑装配胎架,包括主框、端头支撑、中间斜支撑、弧形立板胎以及弧形立板胎拉撑,所述主框位于整个装置结构的最下端,所述主框按照压弧壳体扇形板轮廓呈等腰梯形状,所述端头支撑设置于主框两端,所述端头支撑是稳固主框的主要零件,所述主框、端头支撑以及中间斜支撑共同形成框架结构,所述主框为整体工装的的调平基础支撑,所述端头支撑连接在左右两个主框之间,所述中间斜支撑水平与所述主框呈40
°
夹角连接,并且中间斜支撑是稳固整个工装的主要零件,所述主框的上表面设置有弧形立板胎,所述弧形立板胎均匀设置有多组,并且弧形立板胎为装配压弧壳体板的主要零件;所述端头支撑、中间斜支撑上翼板与主框上翼板平齐连接,所述弧形立板胎与主框垂直,并且所述弧形立板胎竖立置于主框上面,在弧形立板胎中间连接弧形立板胎拉撑;所述弧形立板胎中间贯穿连接设置有弧形立板胎拉撑。
5.上述一种压弧壳体支撑装配胎架,所述主框是工字型结构,并且所述主框的长度大于压弧壳体板的长度。
6.上述一种压弧壳体支撑装配胎架,所述端头支撑是工字型结构。
7.上述一种压弧壳体支撑装配胎架,所述中间斜支撑是工字型结构。
8.上述一种压弧壳体支撑装配胎架,所述弧形立板胎板厚宜为10mm,根据压弧壳体板的扇形轮廓弦长和内弧度使用数控火焰切割机下料胎面弧形,并且为防止压弧壳体板在装配时发生移位,在所述弧形立板胎两侧设置凸起防滑块。
9.上述一种压弧壳体支撑装配胎架,所述弧形立板胎拉撑是圆管结构。
10.上述一种压弧壳体支撑装配胎架具体使用时,将压弧壳体板内弧朝下卡在弧形立板胎上,配合使用u形夹等工具辅助夹紧压弧壳体板与弧形立板胎,依次装配法兰等零件并
点焊加固,完成后压弧壳体板脱胎。
11.与现有技术相比,本实用新型具有以下有益性技术效果:
12.本实用新型提出了一种压弧壳体支撑装配胎架,利用底部弧形立板胎作为装配基准,将压弧壳体板固定在弧形立板胎上,拘束压弧壳体板减少塑性变形,消除了因变形产生的误差,成功实现精确装配,提高了扩散器单片圆锥壳体板的尺寸精度。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
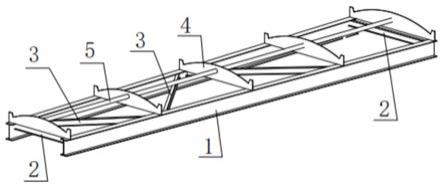
14.图1是本实用新型胎架立视图;
15.图2是本实用新型工装俯视图;
16.图3是本实用新型工装剖面图。
17.图中1.主框,2.端头支撑,3.中间斜支撑,4.弧形立板胎,5.弧形立板胎拉撑。
具体实施方式
18.为使本领域技术人员更好的理解本实用新型的技术方案,下面结合附图和具体实施方式对本实用新型作详细说明。
19.一种压弧壳体支撑装配胎架,包括主框1、端头支撑2、中间斜支撑3、弧形立板胎4以及弧形立板胎拉撑5,所述主框1位于整个装置结构的最下端,所述主框1按照压弧壳体扇形板轮廓呈等腰梯形,所述端头支撑2设置于主框1两端,所述端头支撑2是稳固主框1的主要零件,所述主框1、端头支撑2以及中间斜支撑3共同形成框架结构,所述主框1为整体工装的的调平基础支撑,所述端头支撑2连接在左右两个主框1之间,所述中间斜支撑3水平与所述主框1呈40
°
夹角连接,并且所述中间斜支撑3是稳固整个工装的主要零件,所述主框1的上表面设置有弧形立板胎4,所述弧形立板胎4均匀设置有5组,并且弧形立板胎4为装配压弧壳体板的主要零件;所述端头支撑2、中间斜支撑3上翼板与主框1上翼板平齐连接,所述弧形立板胎4与主框1垂直,并且所述弧形立板胎4竖立置于主框1上面,在弧形立板胎4中间连接弧形立板胎拉撑5;所述弧形立板胎4中间贯穿连接设置有弧形立板胎拉撑5。
20.进一步的,所述主框1是工字型结构,并且所述主框1的长度大于压弧壳体板的长度。
21.进一步的,所述端头支撑2是工字型结构,所述中间斜支撑3是工字型结构。
22.进一步的,所述弧形立板胎4板厚宜为10mm,根据压弧壳体板的扇形轮廓弦长和内弧度使用数控火焰切割机下料胎面弧形,并且为防止压弧壳体板在装配时发生移位,在所述弧形立板胎4两侧设置凸起防滑块。
23.进一步的,所述弧形立板胎拉撑5是圆管结构。
24.进一步的,一种压弧壳体支撑装配胎架具体使用时,将压弧壳体板内弧朝下卡在弧形立板胎4上,配合使用u形夹等工具辅助夹紧压弧壳体板与弧形立板胎4,依次装配法兰等零件并点焊加固,完成后压弧壳体板脱胎。
25.以上实施例仅为本实用新型的示例性实施例,不用于限制本实用新型,本实用新型的保护范围由权利要求书限定。本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新
型的保护范围内。
技术特征:
1.一种压弧壳体支撑装配胎架,其特征在于:包括主框(1)、端头支撑(2)、中间斜支撑(3)、弧形立板胎(4)以及弧形立板胎拉撑(5),所述主框(1)位于整个装置结构的最下端,所述端头支撑(2)设置于所述主框(1)两端,所述主框(1)、端头支撑(2)以及中间斜支撑(3)共同形成框架结构,所述端头支撑(2)连接在左右两个主框(1)之间,所述主框(1)按照压弧壳体扇形板轮廓呈等腰梯形状,所述中间斜支撑(3)水平与所述主框(1)呈40
°
夹角连接,所述主框(1)的上表面设置有弧形立板胎(4),所述弧形立板胎(4)均匀设置有多组,所述端头支撑(2)、中间斜支撑(3)上翼板与主框(1)上翼板平齐连接,所述弧形立板胎(4)与主框(1)垂直,并且所述弧形立板胎(4)竖立置于主框(1)上面,所述弧形立板胎(4)中间贯穿连接设置有弧形立板胎拉撑(5)。2.根据权利要求1所述的一种压弧壳体支撑装配胎架,其特征在于,所述主框(1)是工字型结构,并且所述主框(1)的长度大于压弧壳体板的长度。3.根据权利要求1所述的一种压弧壳体支撑装配胎架,其特征在于,所述端头支撑(2)是工字型结构。4.根据权利要求1~3任一所述的一种压弧壳体支撑装配胎架,其特征在于,所述中间斜支撑(3)是工字型结构。5.根据权利要求4所述的一种压弧壳体支撑装配胎架,其特征在于,所述弧形立板胎(4)板厚宜为10mm。6.根据权利要求5所述的一种压弧壳体支撑装配胎架,其特征在于,所述弧形立板胎(4)两侧设置凸起防滑块。7.根据权利要求5或6所述的一种压弧壳体支撑装配胎架,其特征在于,所述弧形立板胎拉撑(5)是圆管结构。
技术总结
本实用新型公开了一种压弧壳体支撑装配胎架,包括主框、端头支撑、中间斜支撑、弧形立板胎、弧形立板胎拉撑,主框位于整个装置结构的最下端,主框按照压弧壳体扇形板轮廓呈等腰梯形,端头支撑设置于主框两端,主框、端头支撑、中间斜支撑共同形成框架结构,主框的上表面设置有弧形立板胎,端头支撑、中间斜支撑上翼板与主框上翼板平齐连接,弧形立板胎与主框垂直,并且弧形立板胎竖立置于主框上面,弧形立板胎中间贯穿连接设置有弧形立板胎拉撑。本实用新型利用底部弧形立板胎作为装配基准,将压弧壳体板固定在弧形立板胎上,拘束压弧壳体板减少塑性变形,消除了因变形产生的误差,成功实现精确装配,提高了扩散器单片圆锥壳体板的尺寸精度。的尺寸精度。的尺寸精度。
技术研发人员:陈业鹏 周光军 刘晓杰 刘有为 王凤翔 宋晓鲁 李磊 王会来 刘开霞
受保护的技术使用者:山东高速莱钢绿建发展有限公司济南钢构分公司
技术研发日:2021.06.15
技术公布日:2022/2/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1