上盖成型连续模的制作方法
1.本实用新型涉及一种冲压模具,特别是涉及一种上盖成型连续模。
背景技术:
2.冲压模具将材料(金属或非金属)加工成零件的一种特殊工艺装备。如图1所示,一种金属上盖10a,为一种“门”字形构件,需要通过多道弯折工序,才能完成产品的成型,由于金属上盖10a的两端具有翻边的通孔101a,需要采取特殊的成型结构,才能实现弯折。
技术实现要素:
3.本实用新型的目的在于提供一种工艺稳定可靠的上盖成型连续模。
4.为实现上述目的,本实用新型的技术解决方案是:
5.本实用新型是一种上盖成型连续模,包括上模、脱料板、下模、内导向机构、脱料弹簧、等高套、脱料板螺丝、多个冲头、多个凹模、滑块冲压机构;所述脱料板位于上模与下模之间且脱料板通过内导向机构与上模滑接,等高套的上端活动套置在上模的阶梯孔内,等高套的下端与脱料板螺丝的上端连接,脱料板螺丝的下端固定在脱料板内;所述多个冲头的上端分别固定在上模上,多个冲头的下端与分别多个凹模相对,多个凹模分别固定在下模上,滑块冲压机构安装在上模和下模内。
6.所述滑块冲压机构包括滑块冲头、凹模滑块、凹模固定块、滑块顶杆、顶杆弹簧,滑块冲头的上端固定在上模上,滑块冲头的下端与凹模滑块相对,凹模滑块以槽块配合的方式滑接在凹模固定块上,滑块顶杆活动穿置在下模内,滑块顶杆的上端顶靠在凹模滑块上,滑块顶杆的下端与顶杆弹簧顶靠,顶杆弹簧套置在下模内。
7.所述上模包括上盖板、上模座、上垫板、上夹板、止挡板;所述上盖板、上模座、上夹板、止挡板;所述上盖板、上模座、上垫板、上夹板、止挡板依次固定在一起,脱料板的顶面与止挡板的底面靠接。
8.所述下模包括凹模板、下垫板、下背板、下模座;所述凹模板、下垫板、下背板、下模座依次固定在一起,脱料板的底面与凹模板靠接。
9.所述多个冲头包括第一冲头、第二冲头、第三冲头、第四冲头;所述第一冲头、第二冲头、第三冲头、第四冲头分别固定在上模上;所述多个凹模包括第一凹模、第二凹模、第三凹模、第四凹模,第一凹模、第二凹模、第三凹模、第四凹模分别固定在下模上,第一冲头、第二冲头、第三冲头、第四冲头分别与第一凹模、第二凹模、第三凹模、第四凹模相对。
10.采用上述方案后,由于本实用新型包括上模、脱料板、下模、内导向机构、脱料弹簧、等高套、脱料板螺丝、多个冲头、多个凹模、滑块冲压机构,通过多个冲头、多个凹模的配合,完成上盖的多边弯折,并通过滑块冲压机构的让位,实现具有翻边通孔边的弯弯折,具有工艺稳定可靠的优点。
11.下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
12.图1是产品的轴测图;
13.图2是本实用新型下模的俯视图;
14.图3是图2沿a-a线(第一道弯折)的剖视图;
15.图4是图2沿b-b线(第二道弯折)的剖视图;
16.图5是图2沿c-c线(第三道、第四道弯折)的剖视图;
17.图6是图2沿d-d线(第五道弯折)合模状态的剖视图;
18.图7是图2沿d-d线(第五道弯折)开模状态的剖视图。
具体实施方式
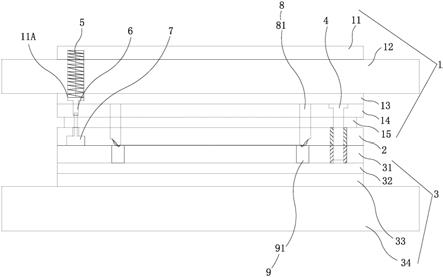
19.如图2-图7所示,本实用新型是一种上盖成型连续模,包括上模1、脱料板2、下模3、内导向机构4、脱料弹簧5、等高套6、脱料板螺丝7、多个冲头8、多个凹模9、滑块冲压机构10。
20.所述上模1与下模3之间设有外导柱机构20;所述脱料板2位于上模1与下模3之间且脱料板2通过内导向机构4与上模1滑接,等高套6的上端活动套置在上模1的阶梯孔11a内,等高套6的下端与脱料板螺丝7的上端连接,脱料板螺丝7的下端固定在脱料板2内;所述多个冲头8的上端分别固定在上模1上,多个冲头8的下端与分别多个凹模9相对,多个凹模9分别固定在下模3上,滑块冲压机构10安装在上模1和下模3内。
21.所述上模1包括上盖板11、上模座12、上垫板13、上夹板14、止挡板15;所述上盖板11、上模座12、上垫板13、上夹板14、止挡板15依次固定在一起,脱料板2的顶面与止挡板15的底面靠接。
22.所述下模3包括凹模板31、下垫板32、下背板33、下模座34;所述凹模板31、下垫板32、下背板33、下模座34依次固定在一起,脱料板2的底面与凹模板31靠接。
23.所述多个冲头8包括第一冲头81、第二冲头82、第三冲头83、第四冲头84;所述第一冲头81、第二冲头82、第三冲头83、第四冲头84分别固定在上模上;所述多个凹模9包括第一凹模91、第二凹模92、第三凹模93、第四凹模94,第一凹模91、第二凹模92、第三凹模93、第四凹模94分别固定在下模上,第一冲头81、第二冲头82、第三冲头83、第四冲头84分别与第一凹模91、第二凹模92、第三凹模93、第四凹模94相对。
24.如图6、图7所示,所述滑块冲压机构10包括滑块冲头101、凹模滑块102、凹模固定块103、滑块顶杆104、顶杆弹簧105;所述滑块冲头101的上端固定在上模1上,滑块冲头101的下端与凹模滑块102相对,凹模滑块102以槽块配合的方式滑接在凹模固定块103上,滑块顶杆104活动穿置在下模3内,滑块顶杆104的上端顶靠在凹模滑块102上,滑块顶杆104的下端与顶杆弹簧105顶靠,顶杆弹簧105套置在下模3内。
25.本实用新型的工作原理:
26.如图1-图7所示,通过第一冲头81、第二冲头82、第三冲头83、第四冲头84分别与第一凹模91、第二凹模92、第三凹模93、第四凹模94的配合,完成上盖10a的多个弯折;冲压时,滑块冲压机构10上的滑块冲头101下压时,滑块冲头101会顶靠凹模滑块102沿凹模固定块103的滑槽横向向内移动,弯折上盖10a的两个端边,开模时,滑块顶杆104在顶杆弹簧105的作用下,顶压凹模滑块102沿凹模固定块103的滑槽横向向外移动,实现上盖10a通孔101a的让位。
27.以上所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
技术特征:
1.一种上盖成型连续模,其特征在于:包括上模、脱料板、下模、内导向机构、脱料弹簧、等高套、脱料板螺丝、多个冲头、多个凹模、滑块冲压机构;所述脱料板位于上模与下模之间且脱料板通过内导向机构与上模滑接,等高套的上端活动套置在上模的阶梯孔内,等高套的下端与脱料板螺丝的上端连接,脱料板螺丝的下端固定在脱料板内;所述多个冲头的上端分别固定在上模上,多个冲头的下端与分别多个凹模相对,多个凹模分别固定在下模上,滑块冲压机构安装在上模和下模内。2.根据权利要求1所述的上盖成型连续模,其特征在于:所述滑块冲压机构包括滑块冲头、凹模滑块、凹模固定块、滑块顶杆、顶杆弹簧,滑块冲头的上端固定在上模上,滑块冲头的下端与凹模滑块相对,凹模滑块以槽块配合的方式滑接在凹模固定块上,滑块顶杆活动穿置在下模内,滑块顶杆的上端顶靠在凹模滑块上,滑块顶杆的下端与顶杆弹簧顶靠,顶杆弹簧套置在下模内。3.根据权利要求1所述的上盖成型连续模,其特征在于:所述上模包括上盖板、上模座、上夹板、止挡板;所述上盖板、上模座、上夹板、止挡板;所述上盖板、上模座、上夹板、止挡板依次固定在一起,脱料板的顶面与止挡板的底面靠接。4.根据权利要求1所述的上盖成型连续模,其特征在于:所述下模包括凹模板、下垫板、下背板、下模座;所述凹模板、下垫板、下背板、下模座依次固定在一起,脱料板的底面与凹模板靠接。5.根据权利要求1所述的上盖成型连续模,其特征在于:所述多个冲头包括第一冲头、第二冲头、第三冲头、第四冲头;所述第一冲头、第二冲头、第三冲头、第四冲头分别固定在上模上;所述多个凹模包括第一凹模、第二凹模、第三凹模、第四凹模,第一凹模、第二凹模、第三凹模、第四凹模分别固定在下模上,第一冲头、第二冲头、第三冲头、第四冲头分别与第一凹模、第二凹模、第三凹模、第四凹模相对。
技术总结
本实用新型公开了一种上盖成型连续模,包括上模、脱料板、下模、内导向机构、脱料弹簧、等高套、脱料板螺丝、多个冲头、多个凹模、滑块冲压机构;所述脱料板位于上模与下模之间且脱料板通过内导向机构与上模滑接,等高套的上端活动套置在上模的阶梯孔内,等高套的下端与脱料板螺丝的上端连接,脱料板螺丝的下端固定在脱料板内;所述多个冲头的上端分别固定在上模上,多个冲头的下端与分别多个凹模相对,多个凹模分别固定在下模上,滑块冲压机构安装在上模和下模内。由于本实用新型通过多个冲头、多个凹模的配合,完成上盖的多边弯折,并通过滑块冲压机构的让位,实现具有翻边通孔边的弯弯折,具有工艺稳定可靠的优点。具有工艺稳定可靠的优点。具有工艺稳定可靠的优点。
技术研发人员:张国湧 邹志雄
受保护的技术使用者:厦门诚创翔工贸有限公司
技术研发日:2021.06.16
技术公布日:2022/1/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1