一种用于汽车圆管件的冲孔装置的制作方法
1.本实用新型涉及汽车零件加工技术领域,具体涉及一种用于汽车圆管件的冲孔装置。
背景技术:
2.汽车圆管件为汽车中的一个零部件,汽车圆管件上还具有多个孔,通常是利用冲孔装置对汽车圆管件进行冲孔后制得。常规的冲孔装置,需要人工或使用机械手进行冲孔,加工效率极低。
技术实现要素:
3.针对以上问题,本实用新型提供一种用于汽车圆管件的冲孔装置,能够实现自动进料、自动冲孔、自动下料,无需人工操作,提高了加工效率。
4.为实现上述目的,本实用新型通过以下技术方案来解决:
5.一种用于汽车圆管件的冲孔装置,包括机箱,所述机箱上设有进料道,所述进料道一侧设有斜料道,所述斜料道下端连接有第一下料孔,所述第一下料孔下侧设有镂空区域,所述镂空区域内设有升降模块、夹持模块、旋转模块,所述夹持模块位于所述旋转模块上侧,所述升降模块的输出端连接有第一气缸,所述第一气缸的输出端连接有冲头,所述旋转模块包括第一电机、连接在所述第一电机输出端的第一齿轮、与所述第一齿轮啮合连接的第二齿轮,所述第二齿轮上设有第二下料孔,所述第二下料孔位于所述第一下料孔正下方,所述镂空区域下端还连接有第三下料孔,所述第三下料孔位于所述第一下料孔正下方。
6.具体的,所述升降模块包括第二电机、连接在所述第二电机输出端的丝杆、与所述丝杆相配合的滑块、固定在所述滑块一端的垫块,所述垫块为所述升降模块的输出端。
7.具体的,所述夹持模块包括第二气缸、连接在所述第二气缸输出端的第一弧形夹持框、第三气缸、连接在所述第三气缸输出端的第二弧形夹持框。
8.具体的,所述第一弧形夹持框一端与第二弧形夹持框一端均设有弹性垫片。
9.具体的,所述第一下料孔顶端一侧设有推料组件,所述推料组件包括第四气缸、连接在所述第四气缸一端的推块。
10.具体的,所述进料道一侧设有第一皮带输送装置。
11.具体的,所述机箱底部设有下料槽,所述下料槽位于所述第三下料孔下方,所述下料槽内还设有第二皮带输送装置。
12.本实用新型的有益效果是:
13.本实用新型的冲孔装置,具有第一皮带输送装置、升降模块、夹持模块、旋转模块、第二皮带输送装置,能够实现自动进料、自动调整冲头高度、自动冲孔、自动下料,无需人工操作,提高了加工效率。
附图说明
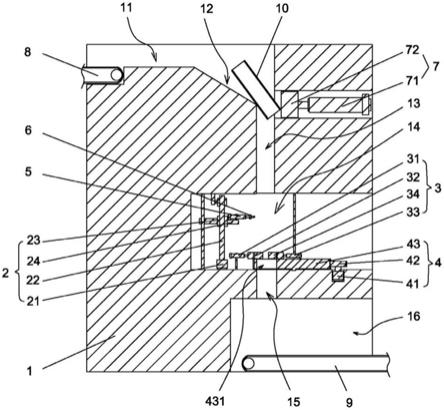
14.图1为本实用新型的一种用于汽车圆管件的冲孔装置的结构示意图。
15.图2为第一弧形夹持框、第二弧形夹持框的结构示意图。
16.图3为第二齿轮的结构示意图。
17.附图标记为:机箱1、进料道11、斜料道12、第一下料孔13、镂空区域14、升降模块2、夹持模块3、旋转模块4、第一气缸5、冲头6、第一电机41、第一齿轮42、第二齿轮43、第二下料孔431、第三下料孔15、下料槽16、第二电机21、丝杆22、滑块23、垫块24、第二气缸31、第一弧形夹持框32、第三气缸33、第二弧形夹持框34、弹性垫片301、推料组件7、第四气缸71、推块72、第一皮带输送装置8、第二皮带输送装置9、汽车圆管件10。
具体实施方式
18.下面结合实施例和附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
19.如图1-3所示:
20.一种用于汽车圆管件的冲孔装置,包括机箱1,机箱1上设有进料道11,进料道11一侧设有斜料道12,斜料道12下端连接有第一下料孔13,第一下料孔13下侧设有镂空区域14,镂空区域14内设有升降模块2、夹持模块3、旋转模块4,夹持模块3位于旋转模块4上侧,升降模块2的输出端连接有第一气缸5,第一气缸5的输出端连接有冲头6,旋转模块4包括第一电机41、连接在第一电机41输出端的第一齿轮42、与第一齿轮42啮合连接的第二齿轮43,第二齿轮43上设有第二下料孔431,第二下料孔431位于第一下料孔13正下方,镂空区域14下端还连接有第三下料孔15,第三下料孔15位于第一下料孔13正下方。
21.优选的,升降模块2包括第二电机21、连接在第二电机21输出端的丝杆22、与丝杆22相配合的滑块23、固定在滑块23一端的垫块24,垫块24为升降模块2的输出端。
22.优选的,夹持模块3包括第二气缸31、连接在第二气缸31输出端的第一弧形夹持框32、第三气缸33、连接在第三气缸33输出端的第二弧形夹持框34。
23.优选的,第一弧形夹持框32一端与第二弧形夹持框34一端均设有弹性垫片301。
24.优选的,第一下料孔13顶端一侧设有推料组件7,推料组件7包括第四气缸71、连接在第四气缸71一端的推块72。
25.优选的,进料道11一侧设有第一皮带输送装置8。
26.优选的,机箱1底部设有下料槽16,下料槽16位于第三下料孔15下方,下料槽16内还设有第二皮带输送装置9。
27.具有操作如下:汽车圆管件10由第一皮带输送装置8输送至进料道11上,汽车圆管件10沿斜料道12滑动至推块72前端,第四气缸71启动,推块72将汽车圆管件10推出,汽车圆管件10从第一下料孔13掉落至第二齿轮43上,夹持模块3启动,第一弧形夹持框32、第二弧形夹持框34将汽车圆管件10夹持固定,通过升降模块2调整冲头6的高度,并利用冲头6对汽车圆管件10进行冲孔,完成冲孔后第一弧形夹持框32、第二弧形夹持框34松开,旋转模块4启动,第二齿轮43转动使第二下料孔431位于第一下料孔13正下方,汽车圆管件10从第二下料孔431、第三下料孔15掉落至第二皮带输送装置9上,由第二皮带输送装置9输送出料。
28.以上实施例仅表达了本实用新型的一种实施方式,其描述较为具体和详细,但并
不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种用于汽车圆管件的冲孔装置,其特征在于,包括机箱(1),所述机箱(1)上设有进料道(11),所述进料道(11)一侧设有斜料道(12),所述斜料道(12)下端连接有第一下料孔(13),所述第一下料孔(13)下侧设有镂空区域(14),所述镂空区域(14)内设有升降模块(2)、夹持模块(3)、旋转模块(4),所述夹持模块(3)位于所述旋转模块(4)上侧,所述升降模块(2)的输出端连接有第一气缸(5),所述第一气缸(5)的输出端连接有冲头(6),所述旋转模块(4)包括第一电机(41)、连接在所述第一电机(41)输出端的第一齿轮(42)、与所述第一齿轮(42)啮合连接的第二齿轮(43),所述第二齿轮(43)上设有第二下料孔(431),所述第二下料孔(431)位于所述第一下料孔(13)正下方,所述镂空区域(14)下端还连接有第三下料孔(15),所述第三下料孔(15)位于所述第一下料孔(13)正下方。2.根据权利要求1所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述升降模块(2)包括第二电机(21)、连接在所述第二电机(21)输出端的丝杆(22)、与所述丝杆(22)相配合的滑块(23)、固定在所述滑块(23)一端的垫块(24),所述垫块(24)为所述升降模块(2)的输出端。3.根据权利要求1所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述夹持模块(3)包括第二气缸(31)、连接在所述第二气缸(31)输出端的第一弧形夹持框(32)、第三气缸(33)、连接在所述第三气缸(33)输出端的第二弧形夹持框(34)。4.根据权利要求3所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述第一弧形夹持框(32)一端与第二弧形夹持框(34)一端均设有弹性垫片(301)。5.根据权利要求1所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述第一下料孔(13)顶端一侧设有推料组件(7),所述推料组件(7)包括第四气缸(71)、连接在所述第四气缸(71)一端的推块(72)。6.根据权利要求1所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述进料道(11)一侧设有第一皮带输送装置(8)。7.根据权利要求1所述的一种用于汽车圆管件的冲孔装置,其特征在于,所述机箱(1)底部设有下料槽(16),所述下料槽(16)位于所述第三下料孔(15)下方,所述下料槽(16)内还设有第二皮带输送装置(9)。
技术总结
本实用新型提供了一种用于汽车圆管件的冲孔装置,包括机箱,所述机箱上设有进料道,所述进料道一侧设有斜料道,所述斜料道下端连接有第一下料孔,所述第一下料孔下侧设有镂空区域,所述镂空区域内设有升降模块、夹持模块、旋转模块,所述夹持模块位于所述旋转模块上侧,所述升降模块的输出端连接有第一气缸,所述第一气缸的输出端连接有冲头。本实用新型的冲孔装置,能够实现自动进料、自动冲孔、自动下料,无需人工操作,提高了加工效率。提高了加工效率。提高了加工效率。
技术研发人员:章之辰 尹中礼
受保护的技术使用者:广州增田盛安汽配制造有限公司
技术研发日:2021.06.23
技术公布日:2022/1/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1