一种全自动三工位红冲毛坯锻造机的制作方法
1.本实用新型涉及红冲热锻技术领域,具体为一种全自动三工位红冲毛坯锻造机。
背景技术:
2.螺母等简单工件的生产加工多采用红冲毛坯锻造机进行锻造生产,且为了保证锻造的效率,现有技术中多采用多工位锻造机进行螺母、拉构件等公建的锻造生产;
3.如专利申请公布号为cn108555210a的中国专利公开一种全自动螺母锻造机,包括锻床,锻床的机台上设锻粗工位、成型工位、冲孔工位及收料工位,锻床上还设锻粗模具、成型模具及冲孔模具;机台旁侧设接料机和加热炉,加热炉的出料管连接接料机的接料嘴,接料机还与设在机台前端的移料机构活动对接;加热炉将螺母胚料加热;出料管用于将螺母胚料进行90
°
翻转;接料机用于将翻转的螺母胚料横向推送至与移料机构对接位置处;移料机构设四取料夹组件,移料机构传动取料夹组件同步移动并将位于与接料机对接位置处、锻粗工位、成型工位和冲孔工位上的螺母胚料/螺母横向传送至锻粗工位、成型工位、冲孔工位和收料工位,配合锻床工作完成锻粗、成型、冲孔及收料加工。
4.但现有的锻造机在进行了工件的锻造过程中,在保证对工件进行移动提高效率的同时,不便于对工件进行检测,不利于提出不良品,不能够保证成品的品质,因此,我们提出一种全自动三工位红冲毛坯锻造机,以便于解决上述中提出的问题。
技术实现要素:
5.本实用新型的目的在于提供一种全自动三工位红冲毛坯锻造机,以解决上述背景技术提出的目前的锻造机在进行了红冲毛坯的锻造过程中,在保证对红冲毛坯进行移动提高效率的同时,不便于对红冲工件进行检测,不利于提出不良品,不能够保证成品的品质的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种全自动三工位红冲毛坯锻造机,包括:
7.加热炉,所述加热炉的左侧设置有锻床,且加热炉与锻床之间设置有用于接料的落料定位平台;
8.移料机构,所述移料机构安装在锻床的前侧,且锻床与移料机构之间设置有位于落料定位平台的左侧的检测机构;
9.其中,所述移料机构的底部下方安装有伸缩机构,且移料机构的前侧安装有平滑机构。
10.优选的,所述落料定位平台与锻床的输出端之间对应设置,且落料定位平台与锻床的下方的模台之间左右对应。
11.优选的,所述移料机构还包括安装架、夹臂、罩壳、夹钳和夹爪,所述安装架的前侧呈等间距安装有夹臂,且夹臂的外侧对应安装有罩壳,同时罩壳的外侧对称连接有夹钳,且夹钳的顶端固定有呈弧形机构的夹爪。
12.优选的,所述安装架通过平滑机构构成左右滑动结构,且安装架通过构成前后伸缩结构。
13.优选的,所述检测机构还包括支撑架、接料槽、伸缩气缸、导轨和滑料槽,所述支撑架的顶端右侧安装有接料槽,且接料槽的内侧呈转动安装有翻板,所述支撑架的左侧设置有伸缩气缸,且伸缩气缸的下方设置有导轨,同时支撑架的底部内侧安装有呈倾斜设置的滑料槽。
14.与现有技术相比,本实用新型的有益效果是:该全自动三工位红冲毛坯锻造机,在保证对红冲毛坯进行移动以提高效率的同时,便于对红冲毛坯进行检测,能够剔除不良品,保证成品质量;
15.1.本方案中设置有夹爪、伸缩机构和平滑机构,通过伸缩机构便于对移料机构进行伸缩,且通过平滑机构便于对夹爪进行左右滑动,便于使得夹爪对应对锻床的模台上的工件进行夹持移动,便于进行锻造使用;
16.2.本方案中设置有接料槽、伸缩气缸和滑料槽,便于通过接料槽内侧的翻板对被夹爪夹持的工件进行承载,且通过内侧的传感器探测,当工件品质良好时,通过伸缩气缸控制翻板转动,便于使得工件通过滑料槽下滑进行收集。
附图说明
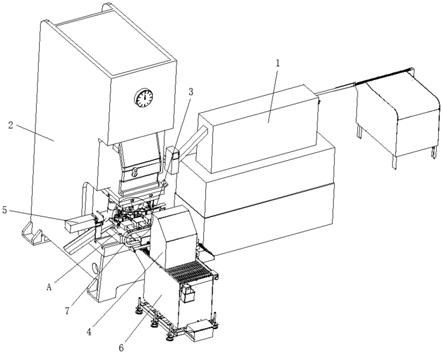
17.图1为本实用新型整体结构示意图;
18.图2为本实用新型图1中a部放大结构示意图;
19.图3为本实用新型移料机构的俯面结构示意图;
20.图4为本实用新型夹爪的整体结构示意图;
21.图5为本实用新型检测机构的正面结构示意图;
22.图6为本实用新型接料槽的整体结构示意图。
23.图中:1、加热炉;2、锻床;3、落料定位平台;4、移料机构;41、安装架;42、夹臂;43、罩壳;44、夹钳;45、夹爪;5、检测机构;51、支撑架;52、接料槽;53、伸缩气缸;54、导轨;55、滑料槽;6、伸缩机构;7、平滑机构。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-6,本实用新型提供一种技术方案:一种全自动三工位红冲毛坯锻造机包括加热炉1、锻床2、落料定位平台3、移料机构4、安装架41、夹臂42、罩壳43、夹钳44、夹爪45、检测机构5、支撑架51、接料槽52、伸缩气缸53、导轨54、滑料槽55、伸缩机构6和平滑机构7,在进行工作使用时,如图1中,通过锻床2将待加工的工件胚料进行输送,使得胚料落在落料定位平台3的表面,此时移料机构4进行启动,通过伸缩机构6的作用,将移料机构4向后侧回缩,而后通过平滑机构7的滑动,将夹爪45向右侧滑动,使得最右侧的夹爪45与胚料之间对应,同时通过罩壳43的内部的气缸控制夹钳44和夹爪45张开,而后通过伸缩机构6将移料
机构4前伸,使得夹爪45与胚料之间对应,通过气缸控制夹钳44和夹爪45闭合,从而对胚料进行抓取,此时中间的夹爪45对右侧模台上工件抓取,左侧的夹爪45对左侧模台上的工件抓取;
26.完成抓取后,通过伸缩机构6使得移料机构4再次回缩,此时使得夹爪45抓取工件以及胚料进行回缩,而后通过平滑机构7将夹爪45向左侧移动,其移动距离与模台距离相应,而后对夹爪45前伸,通过罩壳43的内部的气缸工作使得夹爪45张开,而后使得胚料落在模台上,以便于进行锻造;
27.而同时,左侧的工件工件落在接料槽52的内部的翻板上,在经过传感器进行检测后,若工件完好,通过伸缩气缸53的伸缩控制翻板在接料槽52的内部转动,使得工件掉落至滑料槽55上方,从而通过滑料槽55滑动进行收集。
28.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
29.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种全自动三工位红冲毛坯锻造机,其特征在于,包括:加热炉(1),所述加热炉(1)的左侧设置有锻床(2),且加热炉(1)与锻床(2)之间设置有用于接料的落料定位平台(3);移料机构(4),所述移料机构(4)安装在锻床(2)的前侧,且锻床(2)与移料机构(4)之间设置有位于落料定位平台(3)的左侧的检测机构(5);其中,所述移料机构(4)的底部下方安装有伸缩机构(6),且移料机构(4)的前侧安装有平滑机构(7)。2.根据权利要求1所述的一种全自动三工位红冲毛坯锻造机,其特征在于:所述落料定位平台(3)与锻床(2)的输出端之间对应设置,且落料定位平台(3)与锻床(2)的下方的模台之间左右对应。3.根据权利要求1所述的一种全自动三工位红冲毛坯锻造机,其特征在于:所述移料机构(4)还包括安装架(41)、夹臂(42)、罩壳(43)、夹钳(44)和夹爪(45),所述安装架(41)的前侧呈等间距安装有夹臂(42),且夹臂(42)的外侧对应安装有罩壳(43),同时罩壳(43)的外侧对称连接有夹钳(44),且夹钳(44)的顶端固定有呈弧形机构的夹爪(45)。4.根据权利要求3所述的一种全自动三工位红冲毛坯锻造机,其特征在于:所述安装架(41)通过平滑机构(7)构成左右滑动结构,且安装架(41)通过(8)构成前后伸缩结构。5.根据权利要求1所述的一种全自动三工位红冲毛坯锻造机,其特征在于:所述检测机构(5)还包括支撑架(51)、接料槽(52)、伸缩气缸(53)、导轨(54)和滑料槽(55),所述支撑架(51)的顶端右侧安装有接料槽(52),且接料槽(52)的内侧呈转动安装有翻板,所述支撑架(51)的左侧设置有伸缩气缸(53),且伸缩气缸(53)的下方设置有导轨(54),同时支撑架(51)的底部内侧安装有呈倾斜设置的滑料槽(55)。
技术总结
本实用新型公开了一种全自动三工位红冲毛坯锻造机,包括:加热炉,所述加热炉的左侧设置有锻床,且加热炉与锻床之间设置有用于接料的落料定位平台;移料机构,所述移料机构安装在锻床的前侧,且锻床与移料机构之间设置有位于落料定位平台的左侧的检测机构;其中,所述移料机构的底部下方安装有伸缩机构,且移料机构的前侧安装有平滑机构,所述落料定位平台与锻床的输出端之间对应设置,所述移料机构还包括安装架、夹臂、罩壳、夹钳和夹爪,所述检测机构还包括支撑架、接料槽、伸缩气缸、导轨和滑料槽。该全自动三工位红冲毛坯锻造机,在保证对红冲产品进行移动以提高效率的同时,便于对红冲毛坯进行检测,能够剔除不良品,保证成品质量。量。量。
技术研发人员:李旺林
受保护的技术使用者:永康市杰博自动化设备有限公司
技术研发日:2021.08.13
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1