轨道客车制动杠杆加工定位夹具的制作方法
1.本实用新型涉及轨道客车制动杠杆,尤其涉及一种轨道客车制动杠杆加工定位夹具。
背景技术:
2.轨道客车制动杠杆是轨道客车的重要组成部件,对轨道客车的安全运行起着关键作用。在轨道客车制动杠杆加工过程中,传统的轨道客车制动杠杆定位工具采用台钳夹持定位,定位过程中,需要划线、找正等工序,定位操作繁琐,费时费力,加工效率低,且因轨道客车制动杠杆形状不规则,定位结构不稳定,轨道客车制动杠杆在加工过程中误差大,产品成型率低。
技术实现要素:
3.本实用新型是为了解决上述技术问题,提供一种轨道客车制动杠杆加工定位夹具,其可简化定位工序,提高加工效率,定位结构牢固,防止轨道客车制动杠杆位移,提高产品成型率。
4.本实用新型的技术解决方案是:
5.一种轨道客车制动杠杆加工定位夹具,包括底板,其特殊之处在于:在底板前部安装第一对心夹钳,所述第一对心夹钳的夹爪沿左右方向运动,在第一对心夹钳顶面及底板后部左右两侧分别安装水平定位座,在底板上位于第一对心夹钳后侧及后部的二个水平定位座后侧分别通过螺栓安装上下运动的压板,所述压板指向对应水平定位座,在底板上位于第一对心夹钳前方左右两侧分别安装纵向定位座。
6.进一步的,在底板上位于前部的压板和后部侧水平定位座之间安装第二对心夹钳,所述第二对心夹钳的夹爪沿左右方向运动,通过第一对心夹钳和第二对心夹钳共同左右定位轨道客车制动杠杆。
7.进一步的,在第一对心夹钳和第二对心夹钳的夹爪上分别通过螺纹安装横向螺钉,调节横向螺钉,使左右两侧的横向螺钉同时顶靠在轨道客车制动杠杆的左右内壁。
8.进一步的,在底板上安装与所述压板分别对应的立柱,所述压板通过螺栓安装在对应立柱顶部。
9.进一步的,在三个压板上分别通过螺纹安装竖直螺钉,调节竖直螺钉高度,使三个竖直螺钉同步压持轨道客车制动杠杆。
10.进一步的,在二个纵向定位座上分别通过螺纹安装纵向螺钉,使轨道客车制动杠杆同时顶靠二个纵向螺钉。
11.本实用新型的有益效果是:
12.将轨道客车制动杠杆支撑在水平定位座顶部,对轨道客车制动杠杆水平定位,将轨道客车制动杠杆顶靠在纵向定位座后端,对轨道客车制动杠杆前后定位,通过第一对心夹钳的夹爪顶靠在轨道客车制动杠杆左右内壁,对轨道客车制动杠杆左右定位,定位操作
简单,大大的提高了加工效率,通过压板向下压持固定轨道客车制动杠杆,定位结构牢固,防止轨道客车制动杠杆位移,提高了产品成型率。
附图说明
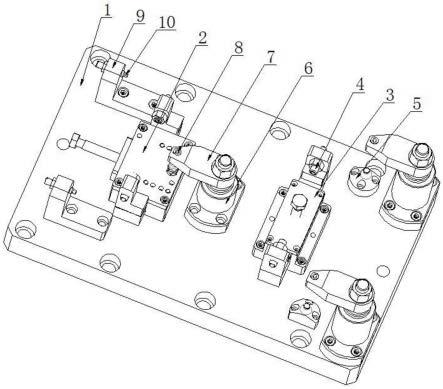
13.图1是本实用新型的结构示意图;
14.图2是本实用新型的使用状态图;
15.图中:1-底板,2-第一对心夹钳,3-第二对心夹钳,4-横向螺钉,5-水平定位座,6-立柱,7-压板,8-竖直螺钉,9-纵向定位座,10-纵向螺钉。
具体实施方式
16.如图1所示,一种轨道客车制动杠杆加工定位夹具,包括底板1,在底板1上安装前后布置的第一对心夹钳2和第二对心夹钳3,所述第一对心夹钳2和第二对心夹钳3的夹爪沿左右方向运动,在第一对心夹钳2和第二对心夹钳3的夹爪上分别通过螺纹安装横向螺钉4,在第一对心夹钳2顶面及底板1后部左右两侧分别安装水平定位座5,在底板1上位于第一对心夹钳2后侧及后部的二个水平定位座5后侧分别安装立柱6,在三个立柱6顶部分别通过螺栓安装上下运动的压板7,所述压板7指向对应水平定位座5,在三个压板7上分别通过螺纹安装竖直螺钉8,在底板1上位于第一对心夹钳2前方左右两侧分别安装纵向定位座9,在二个纵向定位座9上分别通过螺纹安装纵向螺钉10。
17.如图2所示,操作时,首先将轨道客车制动杠杆支撑在三个水平定位座5顶端,进行水平定位,然后将轨道客车制动杠杆顶靠在纵向螺钉10后端,进行前后定位,再启动第一对心夹钳2和第二对心夹钳3,第一对心夹钳2和第二对心夹钳3的夹爪上的横向螺钉4顶靠在轨道客车制动杠杆左右内壁,进行左右定位,最后紧固螺栓下压压板7,压板7上的竖直螺钉8向下压持固定轨道客车制动杠杆,开始加工操作。
18.以上仅为本实用新型的具体实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种轨道客车制动杠杆加工定位夹具,包括底板,其特征在于:在底板前部安装第一对心夹钳,所述第一对心夹钳的夹爪沿左右方向运动,在第一对心夹钳顶面及底板后部左右两侧分别安装水平定位座,在底板上位于第一对心夹钳后侧及后部的二个水平定位座后侧分别通过螺栓安装上下运动的压板,所述压板指向对应水平定位座,在底板上位于第一对心夹钳前方左右两侧分别安装纵向定位座。2.根据权利要求1所述的轨道客车制动杠杆加工定位夹具,其特征在于:在底板上位于前部的压板和后部侧水平定位座之间安装第二对心夹钳,所述第二对心夹钳的夹爪沿左右方向运动。3.根据权利要求2所述的轨道客车制动杠杆加工定位夹具,其特征在于:在第一对心夹钳和第二对心夹钳的夹爪上分别通过螺纹安装横向螺钉。4.根据权利要求1所述的轨道客车制动杠杆加工定位夹具,其特征在于:在底板上安装与所述压板分别对应的立柱,所述压板通过螺栓安装在对应立柱顶部。5.根据权利要求1所述的轨道客车制动杠杆加工定位夹具,其特征在于:在三个压板上分别通过螺纹安装竖直螺钉。6.根据权利要求1所述的轨道客车制动杠杆加工定位夹具,其特征在于:在二个纵向定位座上分别通过螺纹安装纵向螺钉。
技术总结
一种轨道客车制动杠杆加工定位夹具,包括底板,在底板前部安装第一对心夹钳,所述第一对心夹钳的夹爪沿左右方向运动,在第一对心夹钳顶面及底板后部左右两侧分别安装水平定位座,在底板上位于第一对心夹钳后侧及后部的二个水平定位座后侧分别通过螺栓安装上下运动的压板,所述压板指向对应水平定位座,在底板上位于第一对心夹钳前方左右两侧分别安装纵向定位座。其可简化定位工序,提高加工效率,定位结构牢固,防止轨道客车制动杠杆位移,提高产品成型率。产品成型率。产品成型率。
技术研发人员:张磊
受保护的技术使用者:锦州捷通铁路机械股份有限公司
技术研发日:2021.08.21
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1