一种飞机过油铸件的定位工装的制作方法
1.本实用新型涉及飞机过油铸件的加工技术领域,尤其涉及一种飞机过油铸件的定位工装。
背景技术:
2.目前,飞机过油铸件主要用于航空航天发动机领域,众所知飞机的心脏是发动机而过油系统类零件就是“血管”,过油系统类零件很多包含多台阶深环孔,而发动机的精密要求非常之高组装后密封性很好,所以孔的光洁度、进度要求也随之提高,故在加工过程中,需要高精度定位,且由于过油铸件具有多台阶深孔,因而在装夹时需要适配于多台阶装夹,导致出现装夹不稳的情况。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种飞机过油铸件的定位工装,其可适用于多台阶铸件的定位装夹。
4.本实用新型的目的采用以下技术方案实现:
5.一种飞机过油铸件的定位工装,包括定位座,所述定位座的顶端设有定位面,所述定位面的一侧设有多个定位块,所述定位面的另一侧设有多个定位柱;多个定位块在定位面的长度方向间隔设置;各个定位块的高度各异;多个定位柱在定位面的长度方向间隔设置;各个定位柱的高度各异。
6.进一步地,所述定位柱的顶端外表面设有台阶面。
7.进一步地,所述定位柱的顶端设有第一连接孔。
8.进一步地,所述定位块的顶端设有第二连接孔。
9.进一步地,该飞机过油铸件的定位工装还包括定位板以及底座,所述定位板上设有多个定位孔,所述底座的两侧均设有定位销;所述定位销用于插装至所述定位孔内。
10.进一步地,所述底座的两侧均设有两个定位销。
11.进一步地,所述定位座的底端设有连接件,所述连接件的底端用于插装至所述定位孔内。
12.相比现有技术,本实用新型的有益效果在于:其在飞机过油铸件定位加工时,飞机过油铸件的多台阶可以对应抵靠在不同高度的定位块以及定位柱上,进行定位装夹,装夹结构稳定。
附图说明
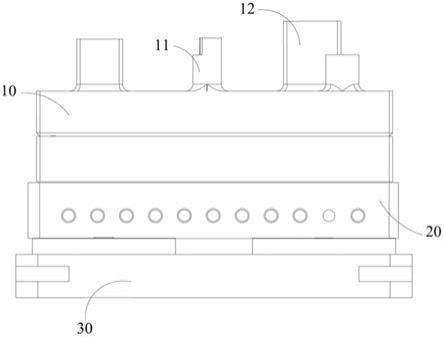
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的定位座的结构示意图;
15.图3为本实用新型的定位板的结构示意图;
16.图4为本实用新型的底座的结构示意图。
17.图中:10、定位座;11、定位柱;111、定位台阶;112、第一连接孔;12、定位块;121、第二连接孔;20、定位板;21、定位孔;30、底座;31、定位销。
具体实施方式
18.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
19.如图1-4所示的一种飞机过油铸件的定位工装,包括定位座10,在定位座10的顶端设有定位面,具体在定位面的一侧设有多个定位块12,而定位面的另一侧设有多个定位柱11,上述多个定位块12在定位面的长度方向间隔设置;各个定位块12的高度各异。同样的多个定位柱11在定位面的长度方向间隔设置;各个定位柱11的高度各异。
20.如此,可以在定位座10的长度方向上间隔分布在多个高度各异的定位块12以及多个高度各异的定位柱11,且定位块12以及定位柱11分布在定位座10宽度方向的两侧。
21.在上述结构基础上,使用本实用新型的飞机过油铸件的定位工装时,可以将飞机过油铸件放置在定位座10的定位面上,飞机过油铸件的多台阶可以对应抵靠在不同高度的定位块12以及定位柱11上,即飞机过油铸件的不同高度可以在由不同高度的定位块12以及定位柱11进行承托,不会因多台阶而出现装夹不稳定的情况,因而进行定位装夹,装夹结构稳定。
22.需要说明的是,由于定位面上设有定位柱11,定位柱11可以与飞机过油铸件的孔位定位插装配合,装配结构更加稳定;而采用定位块12与过油铸件的多台阶接触,形成的承托面整齐,承托结构更加稳定。
23.进一步地,还可在定位柱11的顶端外表面设有台阶面,由于在飞机铸件的底端面可能存在连续台阶,因而定位柱11外表面的台阶面可以衔接飞机铸件底端面的连续台阶,装配更加方便。
24.进一步地,上述定位柱11的顶端设有第一连接孔112,在飞机过油铸件装配到定位柱11后,可以在第一连接孔112内装配插销或者螺栓等结构,用于进一步地的固定,装配结构更加牢固,且拆换更加方便。
25.进一步地,还可在定位块12的顶端设有第二连接孔121,同样的,在飞机过油铸件装配到定位块12后,可以在第二连接孔121内装配插销或者螺栓等结构,用于进一步地的固定,装配结构更加牢固,且拆换更加方便。
26.进一步地,该飞机过油铸件的定位工装还包括定位板20以及底座30,在定位板20上设有多个定位孔21,而底座30的两侧均设有定位销31;定位销31用于插装至定位孔21内。即在定位座10上装夹好飞机过油铸件后,可以通过将定位座10装配至定位板20上,然后定位板20上的定位孔21可以与底座30的定位销31定位插装,对定位板20进行定位,底座30可以安装于机床上,如此,每次工件装夹,均可由定位座10以及定位板20进行装夹定位,而定位板20装配至与机床连接的底座30上时,可以进底座30上的定位销31与定位板20的定位孔21进行进一步地装夹,定位更加准确,进一步提高加工精度。
27.此外,由于定位座10每次都是在机床外部进行装夹后再经定位板20与底座30定位配合,经底座30定位后,工件的每次装夹在机床上的位置均相同,因而工件的加工精度更高。
28.更具体的是,底座30的两侧均设有两个定位销31,如此,底座30上可以设置四个定
位柱11,对应插装在定位板20的四个定位孔21内,因而定位座10与底座30装夹后,可以在四周均进行定位,定位更加准确。
29.进一步地,为了方便定位座10与定位板20的连接,可以在定位座10的底端设有连接件,连接件的底端用于插装至定位孔21内,具体连接件可以是插销、螺栓或者螺钉等现有的连接件中的一种,便于拆装。
30.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
技术特征:
1.一种飞机过油铸件的定位工装,其特征在于,包括定位座,所述定位座的顶端设有定位面,所述定位面的一侧设有多个定位块,所述定位面的另一侧设有多个定位柱;多个定位块在定位面的长度方向间隔设置;各个定位块的高度各异;多个定位柱在定位面的长度方向间隔设置;各个定位柱的高度各异。2.如权利要求1所述的飞机过油铸件的定位工装,其特征在于,所述定位柱的顶端外表面设有台阶面。3.如权利要求1所述的飞机过油铸件的定位工装,其特征在于,所述定位柱的顶端设有第一连接孔。4.如权利要求1所述的飞机过油铸件的定位工装,其特征在于,所述定位块的顶端设有第二连接孔。5.如权利要求1-4任一项所述的飞机过油铸件的定位工装,其特征在于,该飞机过油铸件的定位工装还包括定位板以及底座,所述定位板上设有多个定位孔,所述底座的两侧均设有定位销;所述定位销用于插装至所述定位孔内。6.如权利要求5所述的飞机过油铸件的定位工装,其特征在于,所述底座的两侧均设有两个定位销。7.如权利要求5所述的飞机过油铸件的定位工装,其特征在于,所述定位座的底端设有连接件,所述连接件的底端用于插装至所述定位孔内。
技术总结
本实用新型公开了一种飞机过油铸件的定位工装,包括定位座,所述定位座的顶端设有定位面,所述定位面的一侧设有多个定位块,所述定位面的另一侧设有多个定位柱;多个定位块在定位面的长度方向间隔设置;各个定位块的高度各异;多个定位柱在定位面的长度方向间隔设置;各个定位柱的高度各异。本实用新型的飞机过油铸件的定位工装,其可适用于多台阶铸件的定位装夹。定位装夹。定位装夹。
技术研发人员:周将进
受保护的技术使用者:深圳市钧诚精密制造有限公司
技术研发日:2021.09.30
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1