一种加工42CrMo缸套内孔的内冷扩孔钻的制作方法
一种加工42crmo缸套内孔的内冷扩孔钻
技术领域
1.本实用新型涉及刀具技术领域,具体说,是一种加工42crmo缸套内孔的内冷扩孔钻。
背景技术:
2.42crmo钢属于超高强度钢,具有高强度和韧性,淬透性也较好,无明显的回火脆性,调质处理后有较高的疲劳极限和抗多次冲击能力,低温冲击韧性良好,用42crmo钢制成的缸套在进行内孔加工时,铁屑不易断屑,容易划伤内孔表面,而且在内孔加工时,通常需要多款刀具进行加工,换刀和对刀都需要占用时间,工作效率低。
3.因此,需要一种加工42crmo缸套内孔的内冷扩孔钻,用于解决现有技术的不足。
技术实现要素:
4.实用新型目的:本实用新型的目的是提供一种加工42crmo缸套内孔的内冷扩孔钻。
5.技术方案:为达到上述目的,本实用新型所述的一种加工42crmo缸套内孔的内冷扩孔钻,包括刃部、颈部和柄部,所述刃部上设有孔口倒角、修光刃、反向去毛刺刃和防干涉直颈部,修光刃设置在孔口倒角和反向去毛刺刃之间,所述修光刃处设有断屑槽,所述反向去毛刺刃和颈部之间设有防干涉直颈部,刀背从刃部的端部延伸至刃部的尾部,排屑槽设置在刀背的两侧。
6.进一步地,所述刃部、颈部和柄部贯穿设置主内冷通道,所述刃部上设有与主内冷通道贯通的分支内冷通道一和分支内冷通道二,所述分支内冷通道一和分支内冷通道二设置在主内冷通道的两侧。
7.进一步地,所述分支内冷通道一和分支内冷通道二均与主内冷通道所成的夹角为30
°
。
8.进一步地,所述孔口倒角与水平中心轴线所成夹角为45
°
。
9.进一步地,所述反向去毛刺刃与水平中心轴线所成夹角为150
°
度。
10.进一步地,所述防干涉直颈部的刃径小于刃部头部和柄部的刃径,所述刃部头部和柄部的刃径相等。
11.进一步地,所述刃部、颈部和柄部一体成型,且同轴设计。
12.上述技术方案可以看出,本实用新型的有益效果为:
13.本实用新型所述的一种加工轮毂倒角用的去毛刺刀具,集扩孔、断屑等功能于一体,加工效率高,刀具成本低,断屑槽的设计,使得断屑通畅,大大提高刀具的使用寿命;孔口倒角的设计使得刀具在缸套表面进行加工时,保证了表面的粗糙度;采用多刃加工缸套内孔,保证了工件的表面质量。
附图说明
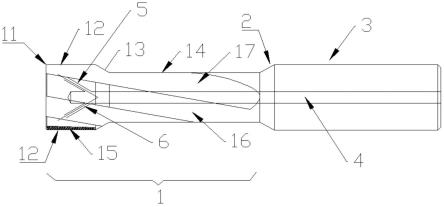
14.图1为本实用新型的结构示意图;
15.图2为图1的孔口倒角的结构示意图。
具体实施方式
16.下面结合附图和具体实施例,进一步阐明本实用新型。
17.如图1-2所示的一种加工42crmo缸套内孔的内冷扩孔钻,包括刃部1、颈部2和柄部3,所述刃部1上设有孔口倒角11、修光刃12、反向去毛刺刃13和防干涉直颈部14,修光刃12设置在孔口倒角11和反向去毛刺刃13之间,所述修光刃12处设有断屑槽15,所述反向去毛刺刃13和颈部2之间设有防干涉直颈部14,刀背16从刃部1的端部延伸至刃部1的尾部,排屑槽17设置在刀背的两侧。
18.其中,所述刃部1、颈部2和柄部3贯穿设置主内冷通道4,所述刃部1上设有与主内冷通道4贯通的分支内冷通道一5和分支内冷通道二6,所述分支内冷通道一5和分支内冷通道二6设置在主内冷通道4的两侧。
19.本实施例中所述分支内冷通道一5和分支内冷通道二6均与主内冷通道4所成的夹角为30
°
。
20.本实施例中所述孔口倒角11与水平中心轴线所成夹角为45
°
。
21.本实施例中所述反向去毛刺刃13与水平中心轴线所成夹角为150
°
。
22.本实施例中所述防干涉直颈部14的刃径小于刃部1头部和柄部3的刃径,所述刃部1头部和柄部3的刃径相等。
23.本实施例中所述刃部1、颈部2和柄部3一体成型,且同轴设计。
24.实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价均落于本申请所附权利要求所限定的范围。
技术特征:
1.一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:包括刃部(1)、颈部(2)和柄部(3),所述刃部(1)上设有孔口倒角(11)、修光刃(12)、反向去毛刺刃(13)和防干涉直径部(14),修光刃(12)设置在孔口倒角(11)和反向去毛刺刃(13)之间,所述修光刃(12)处设有断屑槽(15),所述反向去毛刺刃(13)和颈部(2)之间设有防干涉直径部(14),刀背(16)从刃部(1)的端部延伸至刃部(1)的尾部,排屑槽(17)设置在刀背的两侧。2.根据权利要求1所述的一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:所述刃部(1)、颈部(2)和柄部(3)贯穿设置主内冷通道(4),所述刃部(1)上设有与主内冷通道(4)贯通的分支内冷通道一(5)和分支内冷通道二(6),所述分支内冷通道一(5)和分支内冷通道二(6)设置在主内冷通道(4)的两侧。3.根据权利要求2所述的一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:所述分支内冷通道一(5)和分支内冷通道二(6)均与主内冷通道(4)所成的夹角为30
°
。4.根据权利要求1所述一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于: 所述孔口倒角(11)与水平中心轴线所成夹角为45
°
。5.根据权利要求4所述一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:所述反向去毛刺刃(13)与水平中心轴线所成夹角为150
°
。6.根据权利要求1所述一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:所述防干涉直径部(14)的刃径小于刃部(1)头部和柄部(3)的刃径,所述刃部(1)头部和柄部(3)的刃径相等。7.根据权利要求1所述的一种加工42crmo缸套内孔的内冷扩孔钻,其特征在于:所述刃部(1)、颈部(2)和柄部(3)一体成型,且同轴设计。
技术总结
本实用新型公开了一种加工42CrMo缸套内孔的内冷扩孔钻,包括刃部、颈部和柄部,所述刃部上设有孔口倒角、修光刃、反向去毛刺刃和防干涉直径部,修光刃设置在孔口倒角和反向去毛刺刃之间,所述修光刃处设有断屑槽,所述反向去毛刺刃和颈部之间设有防干涉直径部,刀背从刃部的端部延伸至刃部的尾部,排屑槽设置在刀背的两侧。本实用新型集扩孔、断屑等功能于一体,加工效率高,刀具成本低,断屑槽的设计,使得断屑通畅,大大提高刀具的使用寿命;孔口倒角的设计使得刀具在缸套表面进行加工时,保证了表面的粗糙度;采用多刃加工缸套内孔,保证了工件的表面质量。了工件的表面质量。了工件的表面质量。
技术研发人员:张明敏 严雪豹 周雨
受保护的技术使用者:苏州锑玛精密机械有限公司
技术研发日:2021.11.05
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1