连铸加工用的石墨模具的碾成型装置的制作方法
1.本实用新型涉及石墨模具加工领域,尤其涉及连铸加工用的石墨模具的碾成型装置。
背景技术:
2.由于石墨模具导热性能良好、自润滑性能好,广泛应用于不锈钢产品连铸加工时需要经过石墨模具进行拉拔,目前石墨模具初成型加工完成后,表面还是会有一定的粗糙度,需要再次碾压成型,保证其表面的稳定性,但是现阶段使用的成型装置设计不合理,在操作的过程中容易产生晃动,影响加工的效果。
技术实现要素:
3.为解决上述问题,本发明公开了连铸加工用的石墨模具的碾成型装置,将初成型的石墨模具再一次碾压定型,保证结构稳固性,并及时对其表面出料清理,提高工作效率。
4.连铸加工用的石墨模具的碾成型装置,包括成型座和操作框;其中操作框内转动设有转轴;碾成型辊固定在转轴上,碾成型辊旁设有夹料辊;其中所述夹料辊转动设置在夹框内;其中所述夹框滑动设置在所述操作框内;其中传动电机与减速机连接固定;其中减速机的输出端连接有传动轮,所述转轴的底部连接从动轮,其中传动轮和从动轮通过链条连接;所述成型座的出料端设有升降气缸;所述升降气缸的气缸轴连接有送料板;所述送料板的两端分别设有第二气缸,第二气缸的气缸轴连接清理刷。
5.进一步优选,所述转轴的顶部固定设有限位滑套;限位滑套的外表面设有限位齿环;所述操作框的顶部设有限位框;其中限位框的两端垂直设有限位杆;其中每个所述限位杆的端部连接有限位齿轮;每个所述限位齿轮与所述限位齿环啮合。
6.进一步优选,所述夹框的一端设有螺杆;其中锁紧螺母锁紧固定在所述螺杆上,可以推动螺杆调节夹框的位置,从而调节碾成型辊与夹料辊之间的间隙,配合不同直径的石墨模具;最后通过锁紧螺母将螺杆固定,保证夹框的稳定性。
7.进一步优选,所述操作框上设有弹簧垫;其中所述弹簧垫的一端与所述夹框的一端贴合,由于设有弹簧垫,提供张紧力,保证夹框的稳定性,实现右端弹性限位。
8.进一步优选,夹料辊和碾成型辊的外表面设有防磨层,延长使用寿命,防止磨损。
9.本实用新型的工作原理是:
10.1、将初成型后的连铸加工用的石墨模具送料送入操作框内,电机带动减速机运动,减速机通过链条带动转轴转动,这样碾成型辊跟着一起运动,碾成型辊与夹料辊之间对石墨模具进行碾压并输送,保证其稳定性;由于夹框的顶部设有限位框,转轴转动的时候,限位齿轮与限位齿环相互配合,保证碾成型辊转动的稳定性,防止晃动,影响石墨模具的碾压
11.2、与此同时,升降气缸带动送料板向上,用于将从操作框出来的石墨模具进行承载托接,第二气缸带动清理刷向前运动,利用清理刷对送料板上的石墨模具进行表面处理。
12.本实用新型的有益效果:操作简单,制备经济,保证石墨模具进行表面稳定性,提高工作效率。
附图说明
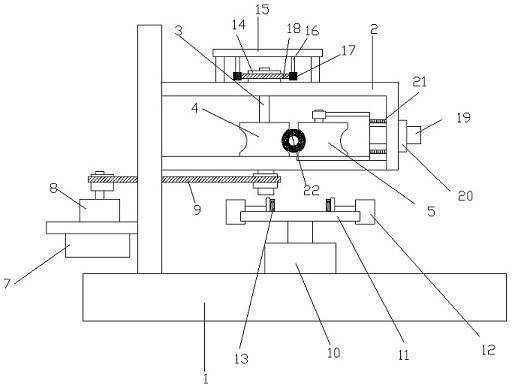
13.图1、本实用新型的结构示意图;
14.图2、碾成型辊的结构示意图;
15.附图标记列表:
16.其中1-成型座;2-操作框;3-转轴;4-碾成型辊;5-夹料辊;6-夹框;7-传动电机;8-减速机;9-链条;10-升降气缸;11-送料板;12-第二气缸;13-清理刷;14-限位滑套;15-限位框;16-限位杆;17-限位齿轮;18-限位齿环;19-螺杆;20-锁紧螺母;21-弹簧垫;22-石墨模具。
具体实施方式
17.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
18.如图1-2所示,本实施例的连铸加工用的石墨模具的碾成型装置,包括成型座1和操作框2;其中操作框2内转动设有转轴3;碾成型辊4固定在转轴3上,碾成型辊4旁设有夹料辊5;其中所述夹料辊5转动设置在夹框6内;其中所述夹框6滑动设置在所述操作框2内;且端部连接设有螺杆19;其中锁紧螺母20锁紧固定在所述螺杆19上。
19.本实施例可以推动螺杆19调节夹框6的位置,从而调节碾成型辊4与夹料辊5之间的间隙,配合不同直径的石墨模具22;最后通过锁紧螺母20将螺杆19固定,保证夹框的稳定性。
20.所述操作框2上设有弹簧垫21;其中所述弹簧垫21的一端与所述夹框6的一端贴合。
21.其中夹料辊5和碾成型辊4的外表面设有防磨层,延长使用寿命,防止磨损。
22.其中传动电机7与减速机8连接固定;其中减速机8的输出端连接有传动轮,所述转轴3的底部连接从动轮,其中传动轮和从动轮通过链条9连接;所述转轴3的顶部固定设有限位滑套14;限位滑套14的外表面设有限位齿环18;所述操作框2的顶部设有限位框15;其中限位框15的两端垂直设有限位杆16;其中每个所述限位杆16的端部连接有限位齿轮17;每个所述限位齿轮17与所述限位齿环18啮合。
23.本实施例将初成型后的连铸加工用的石墨模具送料送入操作框2内,传动电机7带动减速机8运动,减速机通8过链条9带动转轴3转动,这样碾成型辊4跟着一起运动,碾成型辊4与夹料辊5之间对石墨模具22进行碾压并输送,保证其稳定性;由于夹框6的顶部设有限位框15,转轴3转动的时候,限位齿轮17与限位齿环相18互配合,保证碾成型辊转动的稳定性,防止晃动,影响石墨模具的碾压。
24.所述成型座1的出料端设有升降气缸10;所述升降气缸10的气缸轴连接有送料板11;所述送料板11的两端分别设有第二气缸12,第二气缸12的气缸轴连接清理刷13;与此同
时,升降气缸10带动送料板向上,用于将从操作框2出来的石墨模具22进行承载托接,第二气缸12带动清理刷13向前运动,利用清理刷13对送料板上的石墨模具进行表面处理。
25.本实用新型的有益效果:操作简单,制备经济通过石墨模具进行表面稳定性,提高工作效率。
技术特征:
1.连铸加工用的石墨模具的碾成型装置,其特征在于:包括成型座(1)和操作框(2);其中操作框(2)内转动设有转轴(3);碾成型辊(4)固定在转轴(3)上,碾成型辊(4)旁设有夹料辊(5);其中所述夹料辊(5)转动设置在夹框(6)内;其中所述夹框(6)滑动设置在所述操作框(2)内;其中传动电机(7)与减速机(8)连接固定;其中减速机(8)的输出端连接有传动轮,所述转轴(3)的底部连接从动轮,其中传动轮和从动轮通过链条(9)连接;所述成型座(1)的出料端设有升降气缸(10);所述升降气缸(10)的气缸轴连接有送料板(11);所述送料板(11)的两端分别设有第二气缸(12),第二气缸(12)的气缸轴连接清理刷(13)。2.根据权利要求1所述的连铸加工用的石墨模具的碾成型装置,其特征在于:所述转轴(3)的顶部固定设有限位滑套(14);限位滑套(14)的外表面设有限位齿环(18);所述操作框(2)的顶部设有限位框(15);其中限位框(15)的两端垂直设有限位杆(16);其中每个所述限位杆(16)的端部连接有限位齿轮(17);每个所述限位齿轮(17)与所述限位齿环(18)啮合。3.根据权利要求1所述的连铸加工用的石墨模具的碾成型装置,其特征在于:所述夹框(6)的一端设有螺杆(19);其中锁紧螺母(20)锁紧固定在所述螺杆(19)上。4.根据权利要求1所述的连铸加工用的石墨模具的碾成型装置,其特征在于:所述操作框(2)上设有弹簧垫(21);其中所述弹簧垫(21)的一端与所述夹框(6)的一端贴合。5.根据权利要求1所述的连铸加工用的石墨模具的碾成型装置,其特征在于:夹料辊(5)和碾成型辊(4)的外表面设有防磨层。
技术总结
本实用新型提供连铸加工用的石墨模具的碾成型装置,包括成型座和操作框;其中操作框内转动设有转轴;碾成型辊固定在转轴上,碾成型辊旁设有夹料辊;其中所述夹料辊转动设置在夹框内;其中所述夹框滑动设置在所述操作框内;其中传动电机与减速机连接固定;其中减速机的输出端连接有传动轮,所述转轴的底部连接从动轮,其中传动轮和从动轮通过链条连接;所述成型座的出料端设有升降气缸;所述升降气缸的气缸轴连接有送料板;所述送料板的两端分别设有第二气缸,第二气缸的气缸轴连接清理刷。本实用新型的有益效果:操作简单,制备经济、保证石墨模具进行表面稳定性,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:邵长涛 李芳 周杰 李丛玉
受保护的技术使用者:青岛金时特碳科技有限公司
技术研发日:2021.11.22
技术公布日:2022/6/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1