一种车类后背门外板冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,特别是涉及一种车类后背门外板冲压模具。
背景技术:
2.汽车后背门外板是组成汽车车身的薄板冲压件,具有材料薄、形状复杂、结构尺寸大、表面质量要求高等特点,在冲压加工时,上模具下降使上模芯贴合在下模芯上将车门外板压制成型。
3.现有的汽车后背门外板在冲压时,汽车后背门外板易受到冲压冲击产生偏移导致汽车后背门外板冲压精准性降低,为此我们提出一种车类后背门外板冲压模具。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种车类后背门外板冲压模具,通过设置的限位件,有效的避免了现有汽车后背门外板进行冲压时易受到冲压冲击产生偏移,有利于对汽车后背门外板进行限位固定,提高了装置冲压精准性。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种车类后背门外板冲压模具,包括模具主板,所述模具主板的顶面开设有冲压槽,且冲压槽的正上方放置有门外板主体,所述模具主板的四周内部均开设有圆柱槽,所述圆柱槽的一侧连通有滑槽,所述滑槽的底端连通有环形滑槽,所述圆柱槽的内部均穿设有限位件;所述限位件包括穿设于圆柱槽内部的限位板,所述限位板处于圆柱槽内部一端焊接有弹簧,所述限位板的外壁焊接有凸块,且凸块可位于滑槽与环形滑槽内部滑动。
6.优选的,所述限位板的形状为“l”形,所述限位板的一端穿设于圆柱槽的内部,且限位板的另一端位于模具主板的正上方。
7.优选的,所述模具主板处于门外板主体延申端侧面穿设有支撑件,所述支撑件包穿设于模具主板侧面的伸缩杆,所述伸缩杆距离模具主板较远一端焊接有支撑板。
8.优选的,所述支撑板的表面包裹有保护垫,且保护垫的材质为天然橡胶。
9.优选的,所述凸块的宽度小于滑槽与环形滑槽的槽宽。
10.优选的,所述凸块位于环形滑槽内部转动时限位板位于模具主板正上方一端紧密压合门外板主体顶面。
11.与现有技术相比,本实用新型能达到的有益效果是:
12.1、通过设置的限位件,有效的避免了现有汽车后背门外板进行冲压时易受到冲压冲击产生偏移,有利于对汽车后背门外板进行限位固定,提高了装置冲压精准性;
13.2、通过设置的支撑件,有效的避免了现有汽车后背门外板进行冲压时其延申出冲压模具部分易受到撞击弯曲,有利于对汽车后背门外板延申出冲压模具部分进行支撑,增加了装置的实用性。
附图说明
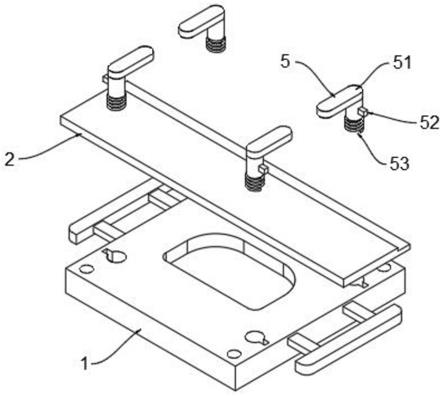
14.图1为本实用新型的整体结构示意图;
15.图2为本实用新型图1中模具主板内部结构示意图;
16.图3为本实用新型图1中限位件内部结构示意图;
17.图4为本实用新型图1中支撑件内部结构示意图;
18.其中:1、模具主板;2、门外板主体;3、圆柱槽;4、滑槽;5、限位件;6、支撑件;7、冲压槽;8、环形滑槽;51、限位板;52、凸块;53、弹簧;61、支撑板;62、伸缩杆。
具体实施方式
19.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
20.实施例:
21.如图1-图3所示,一种车类后背门外板冲压模具,包括模具主板1,所述模具主板1的顶面开设有冲压槽7,且冲压槽7的正上方放置有门外板主体2,所述模具主板1的四周内部均开设有圆柱槽3,所述圆柱槽3的一侧连通有滑槽4,所述滑槽4的底端连通有环形滑槽8,所述圆柱槽3的内部均穿设有限位件5;所述限位件5包括穿设于圆柱槽3内部的限位板51,所述限位板51处于圆柱槽3内部一端焊接有弹簧53,所述限位板51的外壁焊接有凸块52,且凸块52可位于滑槽4与环形滑槽8内部滑动;具体的:所述限位板51的形状为“l”形,所述限位板51的一端穿设于圆柱槽3的内部,且限位板51的另一端位于模具主板1的正上方;
22.工作原理:工作人员首先将门外板主体2放置于模具主板1顶面冲压槽7正上方,如图3所示,随后将限位件5内部的“l”形限位板51穿入圆柱槽3内部,此时“l”形限位板51底端焊接的弹簧53处于圆柱槽3内部,“l”形限位板51侧面焊接的凸块52沿着圆柱槽3一侧连通的滑槽4向下滑动,此时“l”形限位板51向下移动压缩弹簧53直至凸块52滑动至滑槽4底端连通的环形滑槽8内部,此时转动“l”形限位板51,使得“l”形限位板51带动凸块52在环形滑槽8内部移动,凸块52受到环形滑槽8限位作用抵消压缩弹簧53回弹向上的力,并将“l”形限位板51位于模具主板1顶面一端压合至门外板主体2顶面完成对其限位固定,有效的避免了现有汽车后背门外板进行冲压时易受到冲压冲击产生偏移,有利于对汽车后背门外板进行限位固定,提高了装置冲压精准性。
23.需要说明的是:当门外板主体2冲压完成后进行拆卸时,工作人员仅需将“l”形限位板51转动,并使其带动凸块52转动至环形滑槽8与滑槽4连通处,此时压缩的弹簧53回弹推动“l”形限位板51并带动凸块52沿滑槽4向上滑动最终“l”形限位板51完全脱离圆柱槽3内部完成限位件5与门外板主体2分离。
24.如图1与图4所示,所述模具主板1处于门外板主体2延申端侧面穿设有支撑件6,所述支撑件6包穿设于模具主板1侧面的伸缩杆62,所述伸缩杆62距离模具主板1较远一端焊接有支撑板61;工作人员首先拉动支撑件6内部的伸缩杆62,使伸缩杆62由模具主板1侧面
拉伸,此时伸缩杆62距离模具主板1侧面较远一端的支撑板61对门外板主体2延申部分进行支撑,有效的避免了现有汽车后背门外板进行冲压时其延申出冲压模具部分易受到撞击弯曲,有利于对汽车后背门外板延申出冲压模具部分进行支撑,增加了装置的实用性。
25.如图4所示,所述支撑板61的表面包裹有保护垫,且保护垫的材质为天然橡胶;工作人员可通过在支撑板61表面包裹一层天然橡胶保护垫,可有效的增加支撑板61的耐磨性。
26.如图3所示,所述凸块52的宽度小于滑槽4与环形滑槽8的槽宽;由于凸块52的宽度小于滑槽4与环形滑槽8的槽宽,使得凸块52可位于滑槽4与环形滑槽8内部进行滑动。
27.如图3所示,所述凸块52位于环形滑槽8内部转动时限位板51位于模具主板1正上方一端紧密压合门外板主体2顶面;通过将凸块52在环形滑槽8内部转动,可使凸块52避免受到弹簧53回弹推出圆柱槽3内部。
28.在尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物。
技术特征:
1.一种车类后背门外板冲压模具,包括模具主板(1),所述模具主板(1)的顶面开设有冲压槽(7),且冲压槽(7)的正上方放置有门外板主体(2),其特征在于:所述模具主板(1)的四周内部均开设有圆柱槽(3),所述圆柱槽(3)的一侧连通有滑槽(4),所述滑槽(4)的底端连通有环形滑槽(8),所述圆柱槽(3)的内部均穿设有限位件(5);所述限位件(5)包括穿设于圆柱槽(3)内部的限位板(51),所述限位板(51)处于圆柱槽(3)内部一端焊接有弹簧(53),所述限位板(51)的外壁焊接有凸块(52),且凸块(52)可位于滑槽(4)与环形滑槽(8)内部滑动。2.根据权利要求1所述的一种车类后背门外板冲压模具,其特征在于:所述限位板(51)的形状为“l”形,所述限位板(51)的一端穿设于圆柱槽(3)的内部,且限位板(51)的另一端位于模具主板(1)的正上方。3.根据权利要求1所述的一种车类后背门外板冲压模具,其特征在于:所述模具主板(1)处于门外板主体(2)延申端侧面穿设有支撑件(6),所述支撑件(6)包穿设于模具主板(1)侧面的伸缩杆(62),所述伸缩杆(62)距离模具主板(1)较远一端焊接有支撑板(61)。4.根据权利要求3所述的一种车类后背门外板冲压模具,其特征在于:所述支撑板(61)的表面包裹有保护垫,且保护垫的材质为天然橡胶。5.根据权利要求1所述的一种车类后背门外板冲压模具,其特征在于:所述凸块(52)的宽度小于滑槽(4)与环形滑槽(8)的槽宽。6.根据权利要求2所述的一种车类后背门外板冲压模具,其特征在于:所述凸块(52)位于环形滑槽(8)内部转动时限位板(51)位于模具主板(1)正上方一端紧密压合门外板主体(2)顶面。
技术总结
本实用新型公开了一种车类后背门外板冲压模具,包括模具主板,所述模具主板的顶面开设有冲压槽,且冲压槽的正上方放置有门外板主体,所述模具主板的四周内部均开设有圆柱槽,所述圆柱槽的一侧连通有滑槽,所述滑槽的底端连通有环形滑槽,所述圆柱槽的内部均穿设有限位件;所述限位件包括穿设于圆柱槽内部的限位板,所述限位板处于圆柱槽内部一端焊接有弹簧,所述限位板的外壁焊接有凸块,且凸块可位于滑槽与环形滑槽内部滑动;通过设置的限位件,有效的避免了现有汽车后背门外板进行冲压时易受到冲压冲击产生偏移,有利于对汽车后背门外板进行限位固定,提高了装置冲压精准性。提高了装置冲压精准性。提高了装置冲压精准性。
技术研发人员:孙玉燕 张世教 张培建 刘德香
受保护的技术使用者:青岛志东机械有限公司
技术研发日:2021.11.23
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1