一种钢座销高效精准定位装置的制作方法
1.本实用新型涉及压缩机技术领域,尤其涉及一种钢座销高效精准定位装置。
背景技术:
2.钢座销焊接在压缩机下壳体中,用于定位泵体在壳体中的位置。因此,钢座销焊接的平整与否、定位的准确与否都会对泵体的安装状态产生影响,进而影响到压缩机表现出的的性能、噪音及可靠性水平。目前装配生产中,对于钢座销的定位多以壳体止口为基准,通过确定的止口的尺寸来确定钢座销在焊接平面上的位置,这里存在两个误差:1.止口与焊接平面的误差;2.止口本身存在误差。同时在生产中,焊接工装在使用过程中同样会因为老化等原因产生不可避免的误差,这些都是生产中希望减少或避免的。
3.为了定位焊接平面,要以止口为基准,而为了保证止口这个基准有效,又需要一套与特定止口配合的工装,因此焊接钢座销往往需要两套工装配合使用,且不同壳体因止口尺寸不一样,导致工装无法通用,不但造成成本费用过高,同时切换壳体时更换工装也造成时间成本的浪费。
技术实现要素:
4.针对现有技术中所存在的不足,本实用新型提供了一种钢座销高效精准定位装置,其解决了现有技术中存在的钢座销焊接定位费时费力的问题。
5.根据本实用新型的实施例,一种钢座销高效精准定位装置,包括圆柱状壳体和焊接工装,壳体的一端设置止口,壳体的另一端绕轴线设置有若干用于水平支撑壳体的支撑凸起,焊接工装包括支撑板和若干垂直固定于支撑板同一面并与支撑凸起配合的支撑柱,支撑柱的活动端同轴开设有用于容纳钢座销的安装孔,支撑凸起上设置有用于与安装孔内钢座销接触并焊接钢座销的焊接台。
6.优选的,所述支撑柱活动端的端面固定设置有定位凸起,所述支撑凸起内设置有与定位凸起适配的定位槽,定位凸起位于所述支撑柱端面的端部。
7.优选的,每个所述定位凸起处于所述支撑柱端面的位置不同。
8.优选的,所述支撑柱的长度大于所述壳体的长度。
9.优选的,所有所述支撑凸起均位于所述壳体的边缘部位。
10.相比于现有技术,本实用新型具有如下有益效果:
11.水平放置支撑板,通过支撑柱对壳体进行支撑,使得每个支撑柱均能插入对应的支撑凸起中,于安装孔内放置钢座销,钢座销的顶端高于支撑柱的顶端,且钢座销的顶端与焊接台的内壁接触,通过在钢座销的外周面设置电极,于焊接台的外壁设置另一个电极,通电后即可将焊点融化,实现钢座销的高效率的焊接,通过支撑柱与支撑凸起的高精度配合,提高了钢座销的焊接精度;通过于壳体上设置支撑凸起,并设置有对应插入支撑凸起中的支撑柱进行钢座销的定位,减少了钢座销定位用工装的使用量,降低了设备的成本。
附图说明
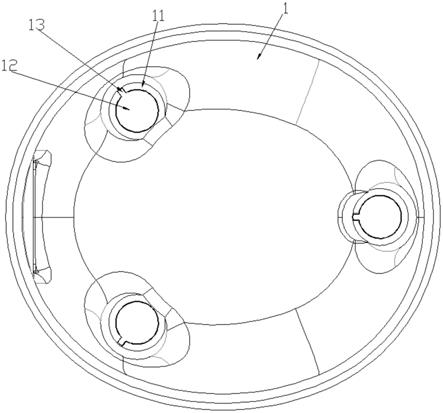
12.图1为本实用新型实施例中壳体的结构示意图。
13.图2为本实用新型实施例中壳体的内部结构示意图。
14.图3为本实用新型实施例中焊接工装的结构示意图。
15.上述附图中:1、壳体;11、支撑凸起;12、焊接台;13、定位槽;2、焊接工装;21、支撑柱;22、支撑板;23、定位凸起;24、安装孔。
具体实施方式
16.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
17.如图1-3所示,为提高钢座销的定位精度及焊接定位的效率,本实用新型实施例提出了一种钢座销高效精准定位装置,包括圆柱状壳体1和焊接工装2,壳体1的一端设置止口,壳体1的另一端绕轴线设置有若干用于水平支撑壳体1的支撑凸起11,焊接工装2包括支撑板22和若干垂直固定于支撑板22同一面并与支撑凸起11配合的支撑柱21,支撑柱21的活动端同轴开设有用于容纳钢座销的安装孔24,支撑凸起11上设置有用于与安装孔24内钢座销接触并焊接钢座销的焊接台12。
18.支撑凸起11随壳体1一同冲压成型,支撑凸起11共设置有三个,支撑凸起11为圆形,支撑凸起11内部同轴设置有焊接台12,焊接台12相对于支撑凸起11凸出设置,支撑板22的同一侧面垂直固定连接有三个支撑柱21。在进行钢座销焊接时,将支撑板22水平放置,将钢座销插入安装孔24中,将壳体1罩于支撑柱21上,并使得支撑柱21插入对应的支撑凸起11中,使得钢座销的顶端与焊接台12的内壁接触,将电阻焊用的一个电机安装于钢座销上,将电阻焊用的另一个电机安装于支撑凸起11的外壁,通过电极瞬间释放巨大的电流,使得焊点融化,进而实现钢座销的焊接。焊接过程仅使用焊接工装2,简化了钢座销定位的流程,提高了钢座销的焊接效率同时降低了焊接使用的定位工装的成本。
19.如图2-3所示,为进一步提高钢座销定位的精准度,所述支撑柱21活动端的端面固定设置有定位凸起23,所述支撑凸起11内设置有与定位凸起23适配的定位槽13,定位凸起23位于所述支撑柱21端面的端部。通过定位凸起23与定位槽13的配合,实现对壳体1的限位,使得壳体1准确的安装于焊接工装2上后,在钢座销的焊接过程中壳体1无法发生晃动。
20.如图2-3所示,为更进一步提高钢座销定位的精准度,每个所述定位凸起23处于所述支撑柱21端面的位置不同。设置位于相应支撑柱21端面不同位置的定位凸起23,定位凸起23与相应的定位槽13适配,提高壳体1的安装精度的同时,提高壳体1安装后的稳定性。
21.作为本实用新型优选的实施方式,为便于支撑柱21的端部有效的插入支撑凸起11内,所述支撑柱21的长度大于所述壳体1的长度。相对于设置台阶对焊接工装2进行支撑,再通过焊接工装2对壳体1进行支撑,通过焊接工装2直接对壳体1支撑的形式,能够保证支撑柱21与支撑凸起11之间的有效接触。
22.如图1-2所示,为提高支撑凸起11对壳体1支撑的稳定性,所有所述支撑凸起11均位于所述壳体1的边缘部位。
23.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范
围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种钢座销高效精准定位装置,其特征在于:包括圆柱状壳体(1)和焊接工装(2),壳体(1)的一端设置止口,壳体(1)的另一端绕轴线设置有若干用于水平支撑壳体(1)的支撑凸起(11),焊接工装(2)包括支撑板(22)和若干垂直固定于支撑板(22)同一面并与支撑凸起(11)配合的支撑柱(21),支撑柱(21)的活动端同轴开设有用于容纳钢座销的安装孔(24),支撑凸起(11)上设置有用于与安装孔(24)内钢座销接触并焊接钢座销的焊接台(12)。2.如权利要求1所述的一种钢座销高效精准定位装置,其特征在于:所述支撑柱(21)活动端的端面固定设置有定位凸起(23),所述支撑凸起(11)内设置有与定位凸起(23)适配的定位槽(13),定位凸起(23)位于所述支撑柱(21)端面的端部。3.如权利要求2所述的一种钢座销高效精准定位装置,其特征在于:每个所述定位凸起(23)处于所述支撑柱(21)端面的位置不同。4.如权利要求1所述的一种钢座销高效精准定位装置,其特征在于:所述支撑柱(21)的长度大于所述壳体(1)的长度。5.如权利要求1所述的一种钢座销高效精准定位装置,其特征在于:所有所述支撑凸起(11)均位于所述壳体(1)的边缘部位。
技术总结
本实用新型提供了一种钢座销高效精准定位装置,包括圆柱状壳体和焊接工装,壳体的一端设置止口,壳体的另一端绕轴线设置有若干用于水平支撑壳体的支撑凸起,焊接工装包括支撑板和若干垂直固定于支撑板同一面并与支撑凸起配合的支撑柱,支撑柱的活动端同轴开设有用于容纳钢座销的安装孔,支撑凸起上设置有用于与安装孔内钢座销接触并焊接钢座销的焊接台。本实用新型解决了现有技术中存在的钢座销焊接定位费时费力的问题,产生了提高钢座销焊接效率、定位精度以及降低了定位用工装的投入成本的效果。本的效果。本的效果。
技术研发人员:代荆晖 冯皓 范洪兴 张昌祥 彭珍金
受保护的技术使用者:华意压缩机(荆州)有限公司
技术研发日:2021.12.01
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1