一种用于电池拉力测试的自动焊接夹具的制作方法
1.本实用新型属于电池测试技术领域,涉及一种用于电池拉力测试的自动焊接夹具。
背景技术:
2.在锂离子电池或其它类型电池的生产过程中,当集流体多层并联后,需要使用超声波焊接机将集流体与外部金属带焊接在一起。为了检测焊接效果,通常需要对焊接样件进行拉力测试,以验证焊接的牢固性。
3.由于拉力测试属于破环性测试,为了避免造成产品的浪费,在自动化生产过程中,通常需要先停机,然后人工使用同样层数的集流体和金属带进行手动焊接,再测试两者的焊接效果,而不用直接带着电池焊接,避免了造成产品的浪费。然而,人工手动焊接不仅降低了生产效率,还会导致测试样件的一致性差,影响测试结果的准确性。
技术实现要素:
4.本实用新型的目的是提供一种用于电池拉力测试的自动焊接夹具,通过设计一种夹具,模拟电池产品,使焊接过程可以在超声波焊接机等自动焊接设备的电池治具中进行,实现自动焊接测试样件。
5.本实用新型的目的可以通过以下技术方案来实现:
6.一种用于电池拉力测试的自动焊接夹具,该夹具包括与电池相适配的夹具主体以及设置在夹具主体端部的测试样件夹持机构,所述的夹具主体的端部开设有凹槽,所述的测试样件夹持机构包括设置在凹槽中的磁铁以及可拆卸设置的盖板,所述的盖板与磁铁相适配。夹具主体用于代替电池产品。凹槽用于放置待焊接的测试样件,通过磁铁与盖板的配合,对测试样件进行夹紧固定。盖板选择可以被磁铁吸引的材质。
7.进一步地,所述的夹具主体的长度、宽度、厚度分别与电池的长度、宽度、厚度相同。夹具主体的形状和尺寸与电池相同,利用可重复使用的夹具主体来代替电池产品,避免对电池产品的浪费。
8.进一步地,所述的测试样件夹持机构共设有两个,并分别位于夹具主体的两端。
9.进一步地,所述的凹槽开设在夹具主体的端部中心处。
10.进一步地,所述的凹槽中设有2个以上磁铁。磁铁均匀布设在凹槽中,保证对测试样件的平稳夹持。
11.进一步地,所述的磁铁嵌设在凹槽中,并与凹槽固定在一起。
12.进一步地,所述的磁铁的顶面与凹槽的底面齐平,避免磁铁对测试样件的放置造成干涉。
13.进一步地,所述的盖板与凹槽相适配。盖板的形状和尺寸与凹槽匹配,以便放置在凹槽中。
14.进一步地,所述的夹具主体上设有镂空区。镂空区能够减小夹具主体的重量,起到
减重、节约材料的作用。
15.进一步地,所述的镂空区位于夹具主体的中部。根据夹具主体和测试样件夹持机构的尺寸,设置尽可能大的镂空区。
16.本实用新型中,凹槽的宽度略微大于金属带的宽度,应用时,将裁切好的集流体与金属带一同放置在凹槽内部,之后盖上盖板,磁铁会将盖板牢牢吸附,之后将夹具整体放入自动焊接设备的电池治具中实现自动焊接。
17.与现有技术相比,本实用新型具有以下特点:
18.1)通过设计一种与电池相匹配的自动焊接夹具,以替代电池的使用,避免了对电池产品的浪费;同时,通过设置测试样件夹持机构,用于对待焊接的测试样件进行夹持固定,进而使夹具整体可以放进自动焊接设备的电池治具中,达到自动焊接测试样件的目的,降低了电池拉力测试的成本,提高了效率。
19.2)测试样件夹持机构采用磁铁与盖板的吸引固定方式,易于拆装,固定牢靠。
附图说明
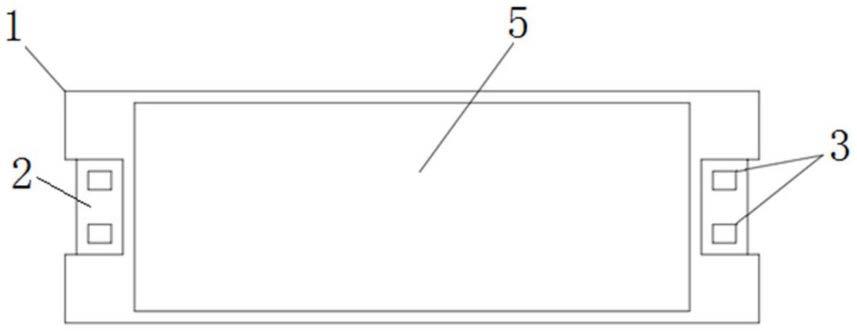
20.图1为本实用新型的俯视结构示意图;
21.图2为本实用新型的左视结构示意图;
22.图3为本实用新型夹持测试样件并完成焊接后的俯视结构示意图;
23.图中标记说明:
24.1—夹具主体、2—凹槽、3—磁铁、4—盖板、5—镂空区、6—焊印。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
26.实施例:
27.如图1所示的一种用于电池拉力测试的自动焊接夹具,包括与电池相适配的夹具主体1以及设置在夹具主体1端部的测试样件夹持机构,夹具主体1的端部开设有凹槽2,测试样件夹持机构包括设置在凹槽2中的磁铁3以及可拆卸设置的盖板4,盖板4与磁铁3相适配。
28.其中,夹具主体1的长度、宽度、厚度分别与电池的长度、宽度、厚度相同。
29.测试样件夹持机构共设有两个,并分别位于夹具主体1的两端。凹槽2开设在夹具主体1的端部中心处。
30.如图2所示,凹槽2中设有2个以上磁铁3。磁铁3嵌设在凹槽2中,并与凹槽2固定在一起。磁铁3的顶面与凹槽2的底面齐平。
31.如图3所示,盖板4与凹槽2相适配。
32.夹具主体1上设有镂空区5。镂空区5位于夹具主体1的中部。
33.应用时,将裁切好的集流体与金属带一同放置在凹槽2内部,之后盖上盖板4,磁铁3会将盖板4牢牢吸附,之后将夹具整体放入自动焊接设备的电池治具中实现自动焊接。
34.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用
新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
技术特征:
1.一种用于电池拉力测试的自动焊接夹具,其特征在于,该夹具包括与电池相适配的夹具主体(1)以及设置在夹具主体(1)端部的测试样件夹持机构,所述的夹具主体(1)的端部开设有凹槽(2),所述的测试样件夹持机构包括设置在凹槽(2)中的磁铁(3)以及可拆卸设置的盖板(4),所述的盖板(4)与磁铁(3)相适配。2.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的夹具主体(1)的长度、宽度、厚度分别与电池的长度、宽度、厚度相同。3.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的测试样件夹持机构共设有两个,并分别位于夹具主体(1)的两端。4.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的凹槽(2)开设在夹具主体(1)的端部中心处。5.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的凹槽(2)中设有2个以上磁铁(3)。6.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的磁铁(3)嵌设在凹槽(2)中,并与凹槽(2)固定在一起。7.根据权利要求6所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的磁铁(3)的顶面与凹槽(2)的底面齐平。8.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的盖板(4)与凹槽(2)相适配。9.根据权利要求1所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的夹具主体(1)上设有镂空区(5)。10.根据权利要求9所述的一种用于电池拉力测试的自动焊接夹具,其特征在于,所述的镂空区(5)位于夹具主体(1)的中部。
技术总结
本实用新型涉及一种用于电池拉力测试的自动焊接夹具,包括与电池相适配的夹具主体以及设置在夹具主体端部的测试样件夹持机构,夹具主体的端部开设有凹槽,测试样件夹持机构包括设置在凹槽中的磁铁以及可拆卸设置的盖板,盖板与磁铁相适配。与现有技术相比,本实用新型通过设计一种与电池相匹配的自动焊接夹具,以替代电池的使用,避免了对电池产品的浪费;同时,通过设置测试样件夹持机构,用于对待焊接的测试样件进行夹持固定,进而使夹具整体可以放进自动焊接设备的电池治具中,达到自动焊接测试样件的目的,降低了电池拉力测试的成本,提高了效率。提高了效率。提高了效率。
技术研发人员:黎海清
受保护的技术使用者:上海智能新能源汽车科创功能平台有限公司
技术研发日:2021.12.10
技术公布日:2022/7/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1