一种便于调节偏心距的车床夹具的制作方法
本技术涉及机加工,具体涉及一种便于调节偏心距的车床夹具。
背景技术:
1、常规的加工偏心轴的方法有以下三种:第一种方法是利用四爪卡盘装夹工件,调整相应卡爪使工件产生偏心,从而获得一定的偏心距;第二种方法是在卡盘的一个卡爪上增加一块垫片,使工件产生偏心;第三种方法是利用双重卡盘组合来装夹工件。采用上述三种常规的装夹方法来批量加工偏心轴时,由于每一件工件均需要校正,校正过程繁琐、效率低,且获得的偏心距不精确、偏心距不稳定,并且偏心距的调节过程需要拆装很多固紧螺丝螺母,过程繁琐。
技术实现思路
1、本实用新型的目的在于提供一种便于调节偏心距的车床夹具,以克服现有技术中的缺点与不足。
2、为了达到上述目的,本实用新型是通过以下技术方案实现的:
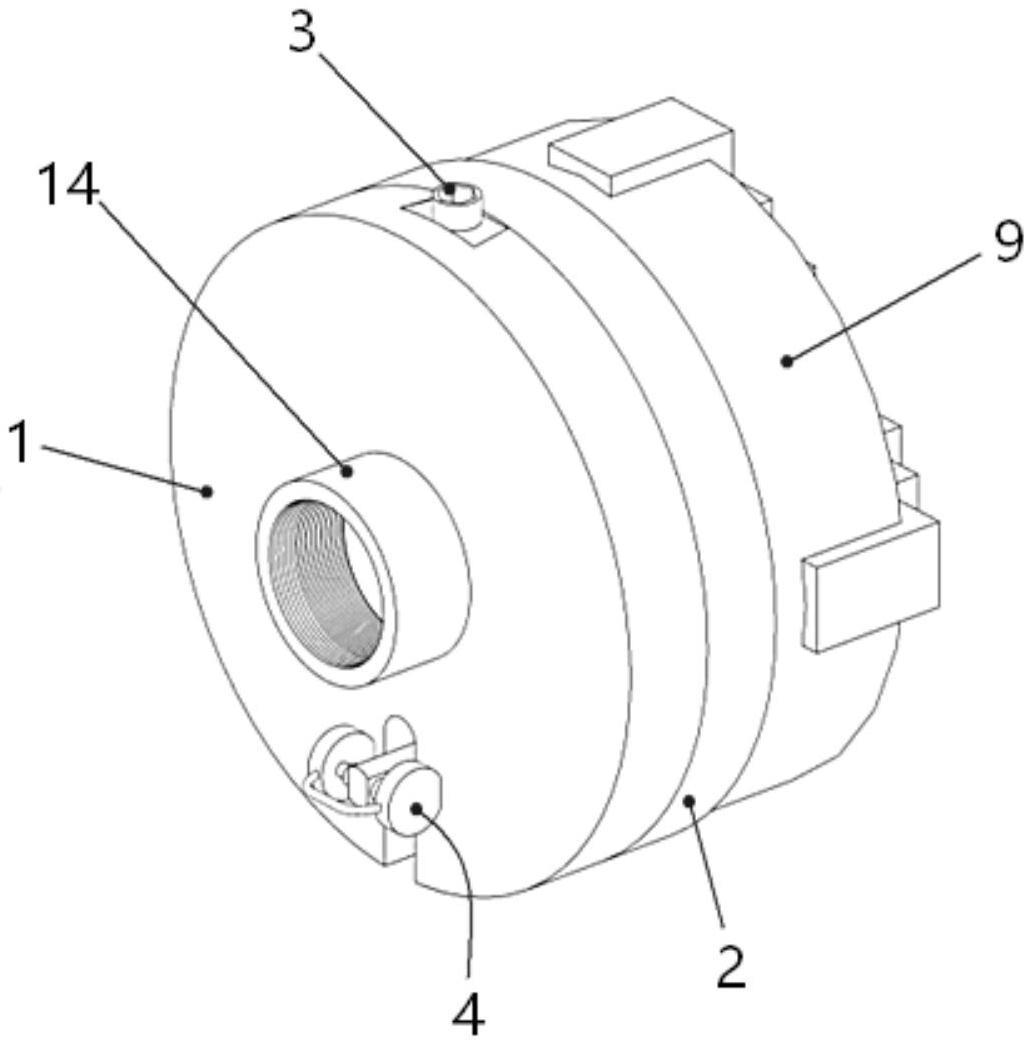
3、一种便于调节偏心距的车床夹具,包括背靠背装配在一起的对接法兰盘和移动盘,以及安装在对接法兰盘和移动盘之间的偏心距调整螺栓,进一步:
4、所述对接法兰盘,其朝向移动盘的侧面上设置有第一滑槽,该第一滑槽的上端不贯穿对接法兰盘的圆周面,使得第一滑槽的顶部形成一安装支座,该安装支座上设置有贯穿该安装支座的第一安装孔,第一安装孔内转动安装所述偏心距调整螺栓;所述第一滑槽的槽底还开设有一第二滑槽,所述第二滑槽为开口朝下的u型槽,且第二滑槽向下贯穿所述对接法兰盘的圆周面;
5、所述移动盘,其朝向对接法兰盘的侧面上竖向一体设置有一第一滑杆与所述第一滑槽对应,该第一滑杆的朝向所述对接法兰盘的侧面上横向固定竖立有一第二滑杆与所述第二滑槽对应,所述第二滑杆横向贯穿所述第二滑槽;所述第二滑杆的末端转动设置有一凸轮锁紧机构,该凸轮锁紧机构与所述第一滑杆相对位于所述对接法兰盘的两侧;所述第一滑杆上还竖向设置有一第二安装孔,第二安装孔设置有内螺纹与所述偏心距调整螺栓上设置的外螺纹配合。
6、进一步的,所述凸轮锁紧机构包括一对分别位于所述第二滑槽两侧的凸轮,两个凸轮通过一轮轴固定连接与一体,两个凸轮的圆周面上还固定连接有一把手。
7、进一步的,所述第二滑杆末端设置有第三安装孔,凸轮的所述轮轴转动安装在所述第三安装孔内。
8、进一步的,所述偏心距调整螺栓上端设置有环形限位槽与第一安装孔配合,该偏心距调整螺栓下端设置有外螺纹与第二安装孔的内螺纹匹配;所述偏心距调整螺栓的顶面上还开设有一内六角凹槽。
9、优选的,所述第一滑槽和第一滑杆均为燕尾形。
10、优选的,所述移动盘的与卡盘对接的侧面上设置有对接螺栓。
11、优选的,所述第一滑槽的底端向下延伸并贯穿对接法兰盘的圆周面。
12、优选的,所述第二安装孔位于第一安装孔的正下方。
13、优选的,所述凸轮的具有大半径的一端具有一接触平面。
14、相比于现有技术,本实用新型的有益效果在于:
15、1)在机床旋转轴与卡盘之间安装一个对接法兰盘和一个移动盘,并利用安装在对接法兰盘和移动盘之间的偏心距调整螺栓来调整出偏心距,通过偏心距调整螺栓来驱动移动盘相对于对接法兰盘位移,位移精度高,调控方便,取得的偏心距精确,调整效率高,操作方便,刚性好。
16、2)通过设置凸轮锁紧机构来固紧对接法兰盘和移动盘,便于调节偏心距,进一步保证偏心距精确,且锁紧过程无需拆卸较多的螺丝螺母,操作方便。
17、为了能更清晰的理解本发明,以下将结合附图说明阐述本发明的较佳的实施方式。
技术特征:
1.一种便于调节偏心距的车床夹具,包括背靠背装配在一起的对接法兰盘和移动盘,以及安装在所述对接法兰盘和移动盘之间的偏心距调整螺栓,其特征在于:
2.根据权利要求1所述的一种便于调节偏心距的车床夹具,其特征在于:所述移动盘的与卡盘对接的侧面上设置有对接螺栓。
技术总结
一种便于调节偏心距的车床夹具,包括:对接法兰盘,其朝向移动盘的侧面上设置有第一滑槽,第一滑槽的顶部设置安装支座,安装支座上转动安装偏心距调整螺栓;第一滑槽的槽底还开设有一第二滑槽,第二滑槽为开口朝下的U型槽。移动盘,其朝向对接法兰盘的侧面上竖向设置有一第一滑杆与第一滑槽对应,第一滑杆的朝向对接法兰盘的侧面上横向固定有一第二滑杆与第二滑槽对应,第二滑杆的末端转动设置有一凸轮锁紧机构。第一滑杆上还竖向设置有一第二安装孔,第二安装孔设置有内螺纹与偏心距调整螺栓上设置的外螺纹配合。本夹具利用对接法兰盘和移动盘之间的偏心距调整螺栓来调整出偏心距,调控方便。
技术研发人员:冯睿,李克,杨洲钟
受保护的技术使用者:冯睿
技术研发日:20211217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!