一种干簧管做型装置的制作方法
1.本发明涉及电气元件技术领域,具体涉及燃气表的一种干簧管做型装置。
背景技术:
2.目前,国内燃气行业的膜式燃气表计数方式大部分采用干簧计数方式,计数形式可以采用单只干簧或者两只干簧配合形式。干簧管需要焊接到pcb板上,然后安装到燃气表的计数装置,对计数装置的字轮进行采样计数,干簧管则需要靠近字轮磁块位置,如果距离偏差大或位置不稳定就不能保证干簧管的正确吸合,直接影响燃气表的计数准确性。国内燃气表种类繁多,计数器装置结构也大不相同,对于一些特殊结构的计数器装置,干簧管在焊接于pcb板之前需要对管脚做成型折弯处理,干簧管器件表面是玻璃罩,折弯成型中特别容易造成玻璃罩破损,有些轻微破损后还不易检查,造成玻璃罩内部惰性气体逐渐减少,充入空气后被腐蚀后,导致后期产品不能正确检测计数的隐患。通常采用一定的辅助工装来限制干簧管的装配造型,但操作效率特别低。
技术实现要素:
3.本实用新型的目的在于克服现有装配中所存在的上述不足,提供一种保证可靠性、装配简单、操作可靠的干簧管做型装置。
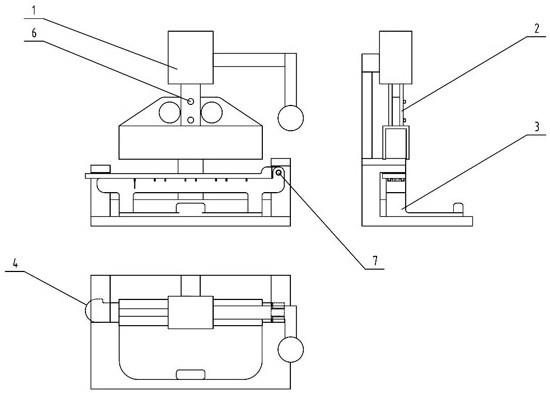
4.本实用新型提供一种干簧管做型装置,其特征在于:由手动压力机1、上压板2、底座3、底座盖板4和干簧管5组成,上压板2 用两个螺钉6固定于手动压力机1上端,底座盖板4通过销7安装于底座3上,将干簧管5放置在底座3的凹槽内,将底座盖板4压紧底座3上的干簧管5,底座3直接放置于手动压力机1的工作台上。
5.本实用新型的有益效果是:该干簧管做型装置制有安装干簧管的凹槽,与底座盖板配合后对干簧管进行固定的同时也进行了很好的保护,底座凹槽数量较多,一次可对多只干簧管做型,改变底座凹槽的形状可以改变干簧管做型形状,做型简单、加工效率高、可靠性高、稳定性强,避免了传统弯曲引脚式的做型易造成干簧管管体破裂或损害的问题,管脚做型尺寸有较高的一致性。
附图说明
6.图1一种干簧管做型装置装配图;
7.图2一种干簧管做型装置的底座装配示意图;
8.图3一种干簧管做型装置的做型效果图;
[0009] 图中:1、手动压力机 2、上压板 3、底座 4、底座盖板 5、干簧管 6、螺钉 7、销 。
具体实施方式
[0010]
下面将结合附图详细介绍本发明的具体实施方式。
[0011]
实施例1:由手动压力机1、上压板2、底座3、底座盖板4和干簧管5组成。所述手动压
力机1上端带有两个圆孔,上压板2上端制有一薄板,薄板上带有两个圆孔,两个螺钉6穿过上压板2的两个圆孔和手动压力机1上端的两个圆孔进行固定,上压板2下端制有倒u型薄板,u型薄板中间宽度比底座3上端配合处要宽,宽的尺寸取决于所要做型的尺寸,宽度越大做型角度越大,宽度越小做型角度越小。
[0012]
底座3上端中心两侧制有放置干簧管5的凹槽,底座3上端两侧立板制有放置干簧管5引脚的小凹槽,干簧管5放置到底座3上后引脚置于底座3的大平面上,底座3上端中心制有立板,高度与两侧立板高度一致,底座3放置干簧管5的凹槽呈对称形式,中间立板两侧对称制有4对凹槽,一次可以对8个干簧管5进行做型,而所做型的干簧管做型后效果保持一致。底座3下端与手动压力机1工作台配合,底座3下端平板上制有一挡块,工作者可以拉动挡块来移动底座3,方便操作。
[0013]
底座盖板4外形类似底座3上端,底座盖板4一侧与底座3一侧用销7连接,底座盖板4可以围绕底座3上端旋转,底座3与底座盖板4材质选铝合金,材质质量轻,强度高不易变形及损坏,使用寿命长。
[0014]
底座3下端与手动压力机1接触边缘制有圆角,便于操作者推拉底座3。
[0015]
底座盖板4制有两条筋,底座盖板4压到底座3上后,底座盖板4的两条筋会利用自身重力压紧干簧管5引脚。
[0016]
将干簧管5放置在底座3的凹槽内,将底座盖板4压紧底座3上的干簧管5,底座3直接放置于手动压力机1的工作台上,压下手动压力机1的扳手,上压板2压向干簧管5引脚,干簧管5被压做型。由于底座3放置干簧管5玻璃罩部分有凹槽,底座盖板4上配合干簧管5玻璃罩部分有筋,两者配合后干簧管5玻璃罩部分置于一空间中,得到很好的保护,不会出现底座3和底座盖板4的挤压导致干簧管5破损等情况。
[0017]
将底座盖板4和底座3上端放置干簧管5区域尺寸做的比较长,底座3整体放到手动压力机1上后底座盖板4伸到手动压力机1两侧挡块下面,当手动压力机1压下上压板2时,挡块会防止底座盖板4翘起。
[0018]
底座盖板4左侧制有一半圆形,与底座3左侧外观不一致,可以比较方便的抬起底座盖板4。
[0019]
以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进等,这些改进也视为本实用新型的保护范围。
技术特征:
1.一种干簧管做型装置,其特征在于:由手动压力机(1)、上压板(2)、底座(3)、底座盖板(4)和干簧管(5)组成,上压板(2) 用两个螺钉(6)固定于手动压力机(1)上端,底座盖板(4)通过销(7)安装于底座(3)上,将干簧管(5)放置在底座(3)的凹槽内,将底座盖板(4)压紧底座(3)上的干簧管(5),底座(3)直接放置于手动压力机(1)的工作台上。
技术总结
一种干簧管做型装置,上压板用两个螺钉固定于手动压力机上端,底座盖板通过销安装于底座上,将干簧管放置在底座的凹槽内,将底座盖板压紧底座上的干簧管,底座直接放置于手动压力机的工作台上。该干簧管做型装置制有安装干簧管的凹槽,与底座盖板配合后对干簧管进行固定的同时也进行了很好的保护,底座凹槽数量较多,一次可对多只干簧管做型,改变底座凹槽的形状可以改变干簧管做型形状,做型简单、加工效率高、可靠性高、稳定性强,避免了传统弯曲引脚式的做型易造成干簧管管体破裂或损害的问题,管脚做型尺寸有较高的一致性。管脚做型尺寸有较高的一致性。管脚做型尺寸有较高的一致性。
技术研发人员:孙丽美 杨忠义 刘新 郑岩
受保护的技术使用者:辽宁思凯科技股份有限公司
技术研发日:2021.12.23
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1