一种高频热弯内外式连体角钢法兰的制作方法
1.本实用新型涉及风管法兰技术领域,具体为一种高频热弯内外式连体角钢法兰。
背景技术:
2.传统角钢法兰必须切断角钢,然后又把它焊接成矩形法兰,其焊接处很难清理干净,存在虚焊或假焊的情况,容易在搬运运输过程造成法兰断裂,甚至引起风管散架和破损,法兰整体然后又要补油漆,新旧油漆色差明显,整体表观度差。
3.而且这种角钢法兰在生产时一般包括除锈刷漆
→
切割下料
→
钻孔打螺丝眼
→
焊接
→
清渣
→
补漆等繁琐工艺,生产过程复杂,效率较低,且只适合外套式法兰;在生产内套式时,生产工艺更为复杂。
4.为此,我们提出一种易于进行生产、整体美观大方且牢固的高频热弯内外式连体角钢法兰。
技术实现要素:
5.本实用新型的目的在于提供一种高频热弯内外式连体角钢法兰,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种高频热弯内外式连体角钢法兰,包括镀锌钢带,所述镀锌钢带的一侧设置有一体式垂直的折边,所述镀锌钢带通过高频热弯处理成型为环形结构,且镀锌钢带的两端通过碰焊对齐固定在一起,所述折边上开设有通孔。
8.通过采用上述技术方案:本申请由镀锌钢带通过高频热弯处理一体成型,两端的端部通过碰焊固定在一起;整体无须过多焊接,整体性强,更为牢固。
9.优选的,所述折边设置在镀锌钢带环形结构的一端外侧,整体为外式连体角钢法兰。
10.优选的,所述折边设置在镀锌钢带环形结构的一端内侧,整体为内式连体角钢法兰。
11.优选的,所述镀锌钢带设置为矩形环形结构,整体为矩形法兰。
12.优选的,所述镀锌钢带两端连接处的碰焊焊线设置在矩形环形结构其中一个矩形边的中部。
13.通过采用上述技术方案:将碰焊焊线设置在矩形边的中部,能够稳定承受风管两侧的支撑力,降低断裂的概率。
14.优选的,所述镀锌钢带设置为圆形环形结构,整体为环形法兰。
15.优选的,所述通孔在折边上等距均匀设置有若干组。
16.与现有技术相比,本实用新型的有益效果是:
17.本高频热弯内外式连体角钢法兰,由镀锌钢带通过高频热弯处理一体成型,两端的端部通过碰焊固定在一起;内套式或外套式均易于进行生产,且四边角钢无焊点、无需清
理焊渣、无需另喷油漆、不用担心虚焊或假焊的情况,且整体更为牢固,不易断裂,整体美观大方。
附图说明
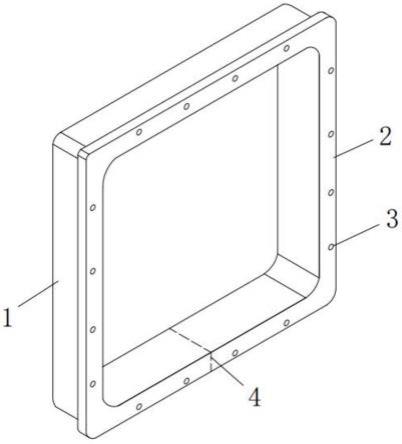
18.图1为本实用新型实施例1外式连体角钢法兰的结构示意图;
19.图2为本实用新型实施例2内式连体角钢法兰的结构示意图;
20.图3为本实用新型实施例1外式连体角钢法兰的生产流程图;
21.图4为本实用新型实施例2内式连体角钢法兰的生产流程图。
22.图中:1、镀锌钢带;2、折边;3、通孔;4、碰焊焊线。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例1
25.请参阅图1,本实用新型提供一种技术方案:
26.一种高频热弯内外式连体角钢法兰,包括镀锌钢带1,镀锌钢带1的一侧设置有一体式垂直的折边2,镀锌钢带1通过高频热弯处理成型为环形结构,且镀锌钢带1的两端通过碰焊对齐固定在一起,折边2上开设有通孔3。通孔3在折边2上等距均匀设置有若干组。
27.其中,折边2设置在镀锌钢带1环形结构的一端外侧,整体为外式连体角钢法兰。镀锌钢带1设置为矩形环形结构,整体为矩形法兰。镀锌钢带1两端连接处的碰焊焊线4设置在矩形环形结构其中一个矩形边的中部。
28.本实施例的高频热弯内外式连体角钢法兰在生产时,如图3所示:
29.首先取一镀锌钢带1,通过折弯机对其进行折弯,形成折边2;
30.然后将折边2向外,将镀锌钢带1通过高频加热折弯机折成矩形;
31.再将矩形的镀锌钢带1放在碰焊机上,对镀锌钢带1的端部进行碰焊;
32.最后,在折边2上打孔,完成外式连体角钢法兰加工。
33.实施例2
34.请参阅图2,本实用新型提供一种技术方案:
35.一种高频热弯内外式连体角钢法兰,包括镀锌钢带1,镀锌钢带1的一侧设置有一体式垂直的折边2,镀锌钢带1通过高频热弯处理成型为环形结构,且镀锌钢带1的两端通过碰焊对齐固定在一起,折边2上开设有通孔3。通孔3在折边2上等距均匀设置有若干组。
36.其中,折边2设置在镀锌钢带1环形结构的一端内侧,整体为内式连体角钢法兰。镀锌钢带1设置为矩形环形结构,整体为矩形法兰。镀锌钢带1两端连接处的碰焊焊线4设置在矩形环形结构其中一个矩形边的中部。
37.本实施例的高频热弯内外式连体角钢法兰在生产时,如图4所示:
38.首先取一镀锌钢带1,通过折弯机对其进行折弯,形成折边2;
39.然后将折边2向内,将镀锌钢带1通过高频加热折弯机折成矩形;
40.再将矩形的镀锌钢带1放在碰焊机上,对镀锌钢带1的端部进行碰焊;
41.最后,在折边2上打孔,完成内式连体角钢法兰加工。
42.实施例3
43.本实用新型提供一种技术方案:
44.一种高频热弯内外式连体角钢法兰,包括镀锌钢带1,镀锌钢带1的一侧设置有一体式垂直的折边2,镀锌钢带1通过高频热弯处理成型为环形结构,且镀锌钢带1的两端通过碰焊对齐固定在一起,折边2上开设有通孔3。通孔3在折边2上等距均匀设置有若干组。
45.其中,折边2设置在镀锌钢带1环形结构的一端内侧,整体为内式连体角钢法兰。镀锌钢带1设置为圆形环形结构,整体为环形法兰。
46.综合上述实施例1和实施例2,本高频热弯内外式连体角钢法兰,由镀锌钢带1通过高频热弯处理一体成型,两端的端部通过碰焊固定在一起;内套式或外套式均易于进行生产,且四边角钢无焊点、无需清理焊渣、无需另喷油漆、不用担心虚焊或假焊的情况,且整体更为牢固,不易断裂,整体美观大方。
47.本实用新型中未涉及部分均与现有技术相同或可采用现有技术加以实现。尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种高频热弯内外式连体角钢法兰,其特征在于,包括:镀锌钢带(1),所述镀锌钢带(1)的一侧设置有一体式垂直的折边(2),所述镀锌钢带(1)通过高频热弯处理成型为环形结构,且镀锌钢带(1)的两端通过碰焊对齐固定在一起,所述折边(2)上开设有通孔(3)。2.根据权利要求1所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述折边(2)设置在镀锌钢带(1)环形结构的一端外侧,整体为外式连体角钢法兰。3.根据权利要求1所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述折边(2)设置在镀锌钢带(1)环形结构的一端内侧,整体为内式连体角钢法兰。4.根据权利要求1所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述镀锌钢带(1)设置为矩形环形结构,整体为矩形法兰。5.根据权利要求4所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述镀锌钢带(1)两端连接处的碰焊焊线(4)设置在矩形环形结构其中一个矩形边的中部。6.根据权利要求1所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述镀锌钢带(1)设置为圆形环形结构,整体为环形法兰。7.根据权利要求1所述的一种高频热弯内外式连体角钢法兰,其特征在于:所述通孔(3)在折边(2)上等距均匀设置有若干组。
技术总结
本实用新型公开了一种高频热弯内外式连体角钢法兰,包括镀锌钢带,所述镀锌钢带的一侧设置有一体式垂直的折边,所述镀锌钢带通过高频热弯处理成型为环形结构,且镀锌钢带的两端通过碰焊对齐固定在一起,所述折边上开设有通孔。所述折边设置在镀锌钢带环形结构的一端外侧,整体为外式连体角钢法兰;或所述折边设置在镀锌钢带环形结构的一端内侧,整体为内式连体角钢法兰。本高频热弯内外式连体角钢法兰,由镀锌钢带通过高频热弯处理一体成型,两端的端部通过碰焊固定在一起;内套式或外套式均易于进行生产,且四边角钢无焊点、无需清理焊渣、无需另喷油漆、不用担心虚焊或假焊的情况,且整体更为牢固,不易断裂,整体美观大方。整体美观大方。整体美观大方。
技术研发人员:张建军 刘小川
受保护的技术使用者:长沙市大川防火材料有限公司
技术研发日:2021.12.30
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1