一种筒类零件刨内花键工艺装置的制作方法
1.本实用新型涉及一种筒类零件刨内花键工艺装置,属于机械加工技术领域。
背景技术:
2.带内花键的筒类零件长短不一,总长超过1米以上的工件受线切割设备行程影响,只能用刨床加工内花键,由于刨床在花键加工过程中刀具吃削的同时,切削力过大,容易造成工件沿刀具运动方向(即轴向)运动,造成加工困难;并且花键内孔尺寸大小不一,等分数也不一样,所以生产效率较低。
技术实现要素:
3.本实用新型的目的在于提供一种筒类零件刨内花键工艺装置,该装置结构简单、加工方便、制造成本低,可以提高加工效率,保证零件的加工质量。
4.本实用新型的技术方案:一种筒类零件刨内花键工艺装置,包括底座以及固定连接在底座两端的前夹体和后夹体,在后夹体上开设有通孔,在通孔内转动安装有夹管头,在夹管头的一端设置有锁紧机构,另一端与分度盘固定连接,在分度盘的圆周均布有4个以上的定位孔,在后夹体上滑动连接有定位销,且定位销插入其中一个定位孔中限位;所述前夹体的一端通过转轴与大压盖的一端转动连接,且前夹体的另一端通过紧固装置与大压盖的另一端固定连接,在前夹体与大压盖之间预留有夹持孔。
5.进一步,所述夹持孔中设置有紧圈,根据不同大小零件,更换不同大小紧圈便于夹持不同大小零件,便于加工不同大小零件内花键。
6.进一步,所述锁紧机构包括分别螺纹连接在夹管头外壁上的大螺母和锁紧块,在夹管头的端部设置有外锥面,在外锥面上均布有伸缩缝,在大螺母中设置有与外锥面配合的内锥面。
7.进一步,所述紧固装置包括转动连接在前夹体端部的t型螺杆,在大压盖的端部开设有卡槽,所述t型螺杆的杆部设置在卡槽内并与锁紧螺母固定连接。
8.进一步,所述前夹体和后夹体均通过紧固螺钉固定在底座上。
9.进一步,所述夹管头与分度盘之间通过短销连接,同时通过连接螺钉以及垫圈固定连接在一起。
10.进一步,所述底座的顶部固定连接有定位键,在底座两端开设有螺栓孔,在螺栓孔内设置有螺栓。
11.由于采用上述技术方案,本实用新型的优点在于:本实用新型解决了筒类零件在刨床上加工时的装夹问题,通过收紧工具,从端面进行夹紧,改变了夹紧力方向,使夹紧更牢固,形位公差更容易控制,通过分度盘进行快速分度保证了均匀性,同时质量稳定,生产效率得以提高。
附图说明
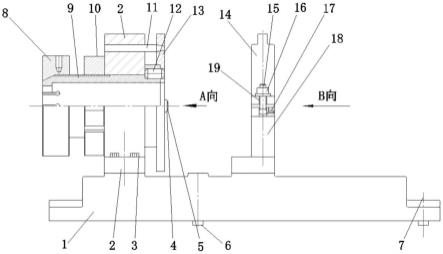
12.图1是本实用新型的结构示意图的主视图;
13.图2是图1的a向视图;
14.图3是图1的b向视图;
15.图4是夹管头的结构示意图;
16.图5是大螺母的结构示意图。
17.附图标记说明:1-底座、2-后夹体、3-紧固螺钉、4-垫圈、5-连接螺钉、6-定位键、7-螺栓、8-大螺母、9-夹管头、10-锁紧块、11-定位销、12-短销、13-分度盘、14-大压盖、15-t型螺杆、16-锁紧螺母、17-转轴、18-前夹体、19-卡槽、20-夹持孔、21-外锥面、22-伸缩缝、23-内锥面、24-紧圈。
具体实施方式
18.为了使本实用新型的目的、技术方案和优点更加清楚,下面结合附图和实施例对本实用新型作进一步的详细说明。
19.本实用新型的实施例:本实用新型的筒类零件刨内花键工艺装置的结构示意图如图1~3所示,包括底座1以及固定连接在底座1两端的前夹体18和后夹体2,在后夹体2上开设有通孔,在通孔内转动安装有夹管头9,在夹管头9的一端设置有锁紧机构,另一端与分度盘13固定连接,在分度盘13的圆周均布有6个定位孔,在后夹体2上滑动连接有定位销11,且定位销11插入其中一个定位孔中限位;所述前夹体18的一端通过转轴17与大压盖14的一端转动连接,且前夹体18的另一端通过紧固装置与大压盖14的另一端固定连接,在前夹体18与大压盖14之间预留有夹持孔20,所述夹持孔20中设置有紧圈24,根据不同大小零件,更换不同大小紧圈24,便于夹持不同大小零件。所述锁紧机构包括分别螺纹连接在夹管头9外壁上的大螺母8和锁紧块10,在夹管头9的端部设置有外锥面21,在外锥面21上均布有伸缩缝22,在大螺母8中设置有与外锥面21配合的内锥面23,夹管头9可更换大小,根据不同大小零件更换不同尺寸的夹管头9,便于加工不同大小零件的内花键。参见图4及图5,所述紧固装置包括转动连接在前夹体18端部的t型螺杆15,在大压盖14的端部开设有卡槽19,所述t型螺杆15的杆部设置在卡槽19内并与锁紧螺母16固定连接。所述前夹体18和后夹体2均通过紧固螺钉3固定在底座1上。所述夹管头9与分度盘13之间通过短销12连接,同时通过连接螺钉5以及垫圈4固定连接在一起。所述底座1的顶部固定连接有定位键6,在底座1两端开设有螺栓孔,在螺栓孔内设置有螺栓7。
20.本实用新型的工作原理:
21.首先通过定位键6和螺栓7将底座1固定连接在刨床上,然后将筒类零件从夹持孔20穿入夹管头9中,然后将定位销11插入其中一个定位孔中限位,再将大螺母8和锁紧块10拧紧,同时将锁紧螺母16也拧紧,这样便可通过夹管头9和夹持孔20将筒类零件固定,此时通过刨床加工第一道键槽,待第一道键槽加工好后,松开锁紧块10以及锁紧螺母16,并取出定位销11,然后旋转分度盘13,带动筒类零件一起旋转至第二道键槽加工位置,再将定位销11插入下一个定位孔中限位,再拧紧锁紧块10以及锁紧螺母16,此时通过刨床加工第二道键槽,重复上述过程,这样便可将筒类零件上的6个键槽加工出来,完成筒类零件的等分花键加工工作。
技术特征:
1.一种筒类零件刨内花键工艺装置,包括底座(1)以及固定连接在底座(1)两端的前夹体(18)和后夹体(2),其特征在于:在后夹体(2)上开设有通孔,在通孔内转动安装有夹管头(9),在夹管头(9)的一端设置有锁紧机构,另一端与分度盘(13)固定连接,在分度盘(13)的圆周均布有4个以上的定位孔,在后夹体(2)上滑动连接有定位销(11),且定位销(11)插入其中一个定位孔中限位;所述前夹体(18)的一端通过转轴(17)与大压盖(14)的一端转动连接,且前夹体(18)的另一端通过紧固装置与大压盖(14)的另一端固定连接,在前夹体(18)与大压盖(14)之间预留有夹持孔(20)。2.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述锁紧机构包括分别螺纹连接在夹管头(9)外壁上的大螺母(8)和锁紧块(10),在夹管头(9)的端部设置有外锥面(21),在外锥面(21)上均布有伸缩缝(22),在大螺母(8)中设置有与外锥面(21)配合的内锥面(23)。3.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述夹持孔(20)中设置有紧圈(24),可以根据不同大小零件更换紧圈(24)便于夹持加工不同大小零件的内花键。4.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述紧固装置包括转动连接在前夹体(18)端部的t型螺杆(15),在大压盖(14)的端部开设有卡槽(19),所述t型螺杆(15)的杆部设置在卡槽(19)内并与锁紧螺母(16)固定连接。5.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述前夹体(18)和后夹体(2)均通过紧固螺钉(3)固定在底座(1)上。6.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述夹管头(9)与分度盘(13)之间通过短销(12)连接,同时通过连接螺钉(5)以及垫圈(4)固定连接在一起。7.根据权利要求1所述的筒类零件刨内花键工艺装置,其特征在于:所述底座(1)的顶部固定连接有定位键(6),在底座(1)两端开设有螺栓孔,在螺栓孔内设置有螺栓(7)。
技术总结
本实用新型公开了一种筒类零件刨内花键工艺装置,包括底座以及固定连接在底座两端的前夹体和后夹体,在前夹体上开设有通孔,在通孔内转动安装有夹管头,在夹管头的一端设置有锁紧机构,另一端与分度盘固定连接,在分度盘的圆周均布有4个以上的定位孔,在前夹体上滑动连接有定位销,且定位销插入其中一个定位孔中限位。本实用新型解决了筒类零件在刨床上加工时的装夹问题,通过收紧工具,从端面进行夹紧,改变了夹紧力方向,使夹紧更牢固,形位公差更容易控制,通过分度盘进行快速分度保证了均匀性,同时质量稳定,生产效率得以提高。生产效率得以提高。生产效率得以提高。
技术研发人员:张泽丽 郑廷碧 郑俊民 沈赤卫
受保护的技术使用者:贵州高峰石油机械股份有限公司
技术研发日:2021.12.31
技术公布日:2022/9/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1