拉丝模的制作方法
本公开涉及拉丝模。本申请要求基于2020年8月24日申请的日本专利申请特愿2020-140863号的优先权。该日本专利申请中所记载的全部记载内容通过参照被援引到本说明书中。
背景技术:
1、以往,拉丝模例如公开于日本特开平2-6011号公报(专利文献1)、日本特开平2-127912号公报(专利文献2)、日本特开平4-147713号公报(专利文献3)、国际公开第2013/031681号公报(专利文献4)、日本特开2014-34487号公报(专利文献5)、以及日本特开昭56-98405号公报(专利文献6)中。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平2-6011号公报
5、专利文献2:日本特开平2-127912号公报
6、专利文献3:日本特开平4-147713号公报
7、专利文献4:国际公开第2013/031681号公报
8、专利文献5:日本特开2014-34487号公报
9、专利文献6:日本特开昭56-98405号公报
技术实现思路
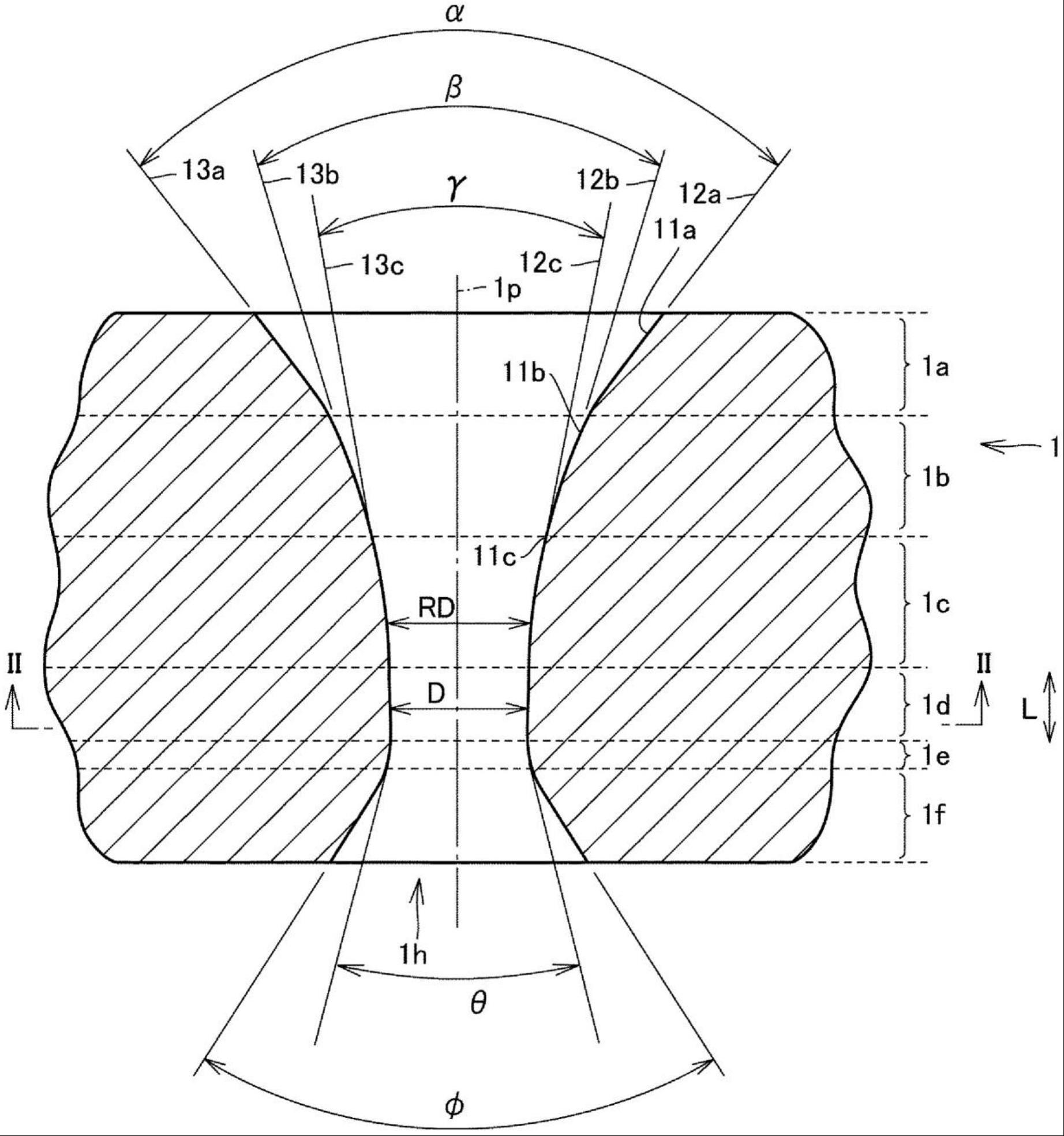
1、本公开的拉丝模是由非金刚石材料构成、设置有模孔、并且具有压缩区(reduction)和位于压缩区的下游侧的定径区(bearing)的拉丝模,压缩区中的模孔的开口角度即压缩区角度为17°以下,在与拉丝方向垂直的模孔的圆周方向上,从定径区内的特定位置开始
2、±20μm的范围内的模孔的表面粗糙度ra为0.025μm以下。
技术特征:
1.一种拉丝模,其由非金刚石材料构成、设置有模孔、并且具有压缩区和位于所述压缩区的下游侧的定径区,
2.根据权利要求1所述的拉丝模,其中,所述非金刚石材料包含cbn、或者选自由钛、硅、铝以及铬组成的组中的至少一种的氮化物或碳化物。
3.根据权利要求1或2所述的拉丝模,其中,在将所述定径区的直径设为d时,所述定径区的长度l为200%d以下。
4.根据权利要求1至3中任1项所述的拉丝模,其中,减面率为5%以上。
5.根据权利要求1至4中任1项所述的拉丝模,其中,模在所述压缩区中与母线材初始接触,并且在包含所述定径区的50%d以上的长度中与线材接触。
6.根据权利要求1至5中任1项所述的拉丝模,其中,热导率为100至300w/(m·k)。
技术总结
一种拉丝模(1),其由非金刚石材料构成、设置有模孔(1h)、并且具有压缩区(1c)和位于压缩区(1c)的下游侧的定径区(1d),压缩区(1c)中的模孔(1h)的开口角度即压缩区角度γ为17°以下,在与拉丝方向垂直的模孔(1h)的圆周方向上,从定径区(1d)内的特定位置开始±20μm的范围内的模孔(1h)的表面粗糙度Ra为0.025μm以下。
技术研发人员:仓本康平,木下卓哉,小林豊,汤川实,木村公一朗,城健太郎
受保护的技术使用者:联合材料公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!