用以对非常高强度的金属材料进行激光切割的方法及设备与流程
本发明涉及用以对非常高强度的钢进行激光切割的方法及设备。
背景技术:
1、车辆生产商对提高车辆的安全性能和减少其环境足迹的不断增加的需求正在推向使用高强度的金属材料、特别是高强度的钢。这种材料具有例如高于980mpa的极限拉伸强度。
2、当对这种金属材料进行切割以便形成待用于冲压机动车辆零件的坯件时,生产商面临减轻残余应力的问题,这会导致切割坯件的几何精度较差。这在切割长且窄的坯件时特别关键。
3、这种由高强度材料制成的薄且窄的坯件可以具有各种应用,特别地这些坯件可以在拼焊坯件中使用,在这种情况下,坯件的几何形状和切割边缘的质量对于后续的焊接操作而言是特别关键的。
4、例如,这种薄且窄的坯件可以在拼焊坯件中使用以生产地板面板或生产摇杆加强件,在这些特定应用中,地板面板和摇杆加强件两者由于它们跨越车辆的乘客舱的整个长度而非常长,并且可能相对于它们的宽度而非常窄。
技术实现思路
1、本发明的目的是通过提供一种方法和一种设备来解决上述技术挑战,所述方法和所述设备允许对非常高强度的金属材料进行激光切割,以获得优异的坯件几何形状、优异的边缘质量、优异的生产率以及较少的过程废料。
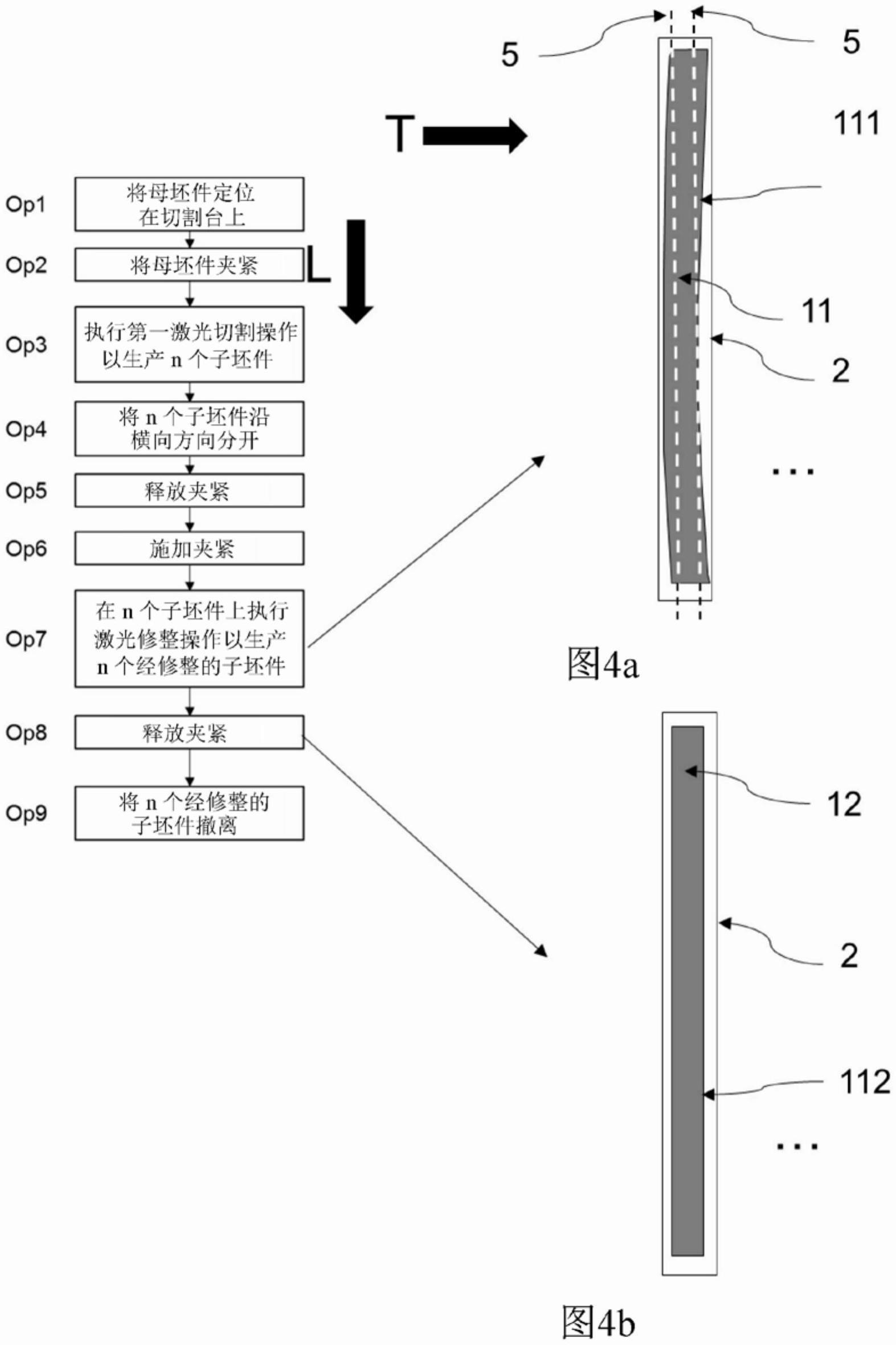
2、为此,本发明涉及一种用以从由金属材料制成的母坯件生产n个经修整的子坯件的激光切割方法,n为严格大于1的整数,该激光切割方法包括以下步骤:
3、-op1/将母坯件定位在切割台上,所述切割台包括布置成能够相对于彼此沿横向方向移动的n个板条,
4、-op2/将母坯件的至少一部分夹紧至切割台,
5、-op3/使用激光源从母坯件沿纵向切割方向切割n个未修整的子坯件,
6、-op4/将切割台的n个板条沿横向方向彼此分开,
7、-op5/释放夹紧,
8、-op6/将n个未修整的子坯件夹紧至n个板条,
9、-op7/对n个未修整的子坯件进行激光修整,以便形成n个经修整的子坯件,
10、-op8/释放夹紧,
11、-op9/将n个经修整的子坯件从切割台卸下,
12、其中,对于给定的母坯件、给定的未修整的子坯件或给定的经修整的子坯件而言,每个操作opi都在操作opi+1之前执行,i为1与9之间的整数。
13、依据根据本发明的激光切割方法的单独考虑的或根据任何可能的技术组合所考虑的其他可选特征:
14、-夹紧操作op2和op6使用磁性夹紧来执行。
15、-第一夹紧操作op2仅在母坯件的表面的一部分上执行,该母坯件的表面的一部分与待在第一切割操作op3中切割的最后m个的未修整的子坯件对应,m为包括在1与n-1之间的整数。
16、-激光修整操作op7通过同时对每个未修整的子坯件的两个未修整的切割边缘进行激光切割来在每个未修整的子坯件上执行。
17、-经修整的子坯件在纵向方向上测量的长度是经修整的子坯件在横向方向上测量的宽度的至少十二倍。
18、-母坯件的极限拉伸强度为至少980mpa。
19、-n个经修整的子坯件的纵向方向与已经切割出母坯件的卷材的轧制方向大致相同。
20、本发明还涉及:一种通过应用上述激光切割方法获得的经修整的子坯件;一种激光焊接坯件,该激光焊接坯件包括通过应用上述激光切割方法所获得的至少一个经修整的子坯件;以及一种通过形成激光焊接坯件所获得的用于机动车辆的成形零件,该激光焊接坯件包括通过应用上述激光切割方法所获得的至少一个经修整的子坯件。
21、本发明还涉及一种用于激光切割方法的切割台,该切割台包括布置成能够相对于彼此沿横向方向移动的多个板条。所述板条可以安装在至少一个线性导轨承载件上,并且所述板条可以各自包括夹紧装置、优先地包括磁性夹紧装置。
22、本发明还涉及一种切割生产线,该切割生产线包括至少一个切割头和至少一个对应于上述描述的切割台。所述生产线可以包括例如至少两个对应于上述描述的切割台。所述生产线可以包括例如至少两个激光切割头。
技术特征:
1.一种用以从由金属材料制成的母坯件(10)生产n个经修整的子坯件(12)的激光切割方法,所述n为严格大于1的整数,所述激光切割方法包括以下步骤:
2.根据权利要求1所述的激光切割方法,其中,所述夹紧操作op2和op6使用磁性夹紧来执行。
3.根据权利要求1或2所述的激光切割方法,其中,第一夹紧操作op2仅在所述母坯件(10)的表面的一部分上执行,所述一部分与待在第一切割操作op3中切割的最后m个的未修整的子坯件(11)对应,所述m为包括在1与n-1之间的整数。
4.根据权利要求1至3中的任一项所述的激光切割方法,其中,激光切割操作op7通过对每个未修整的子坯件(11)的两个未修整的切割边缘(111)同时进行激光切割来在每个未修整的子坯件(11)上执行。
5.根据权利要求1至4中的任一项所述的激光切割方法,其中,经修整的子坯件(12)在纵向方向上测量的长度为经修整的子坯件(12)在所述横向方向上测量的宽度的至少十二倍。
6.根据权利要求1至5中的任一项所述的激光切割方法,其中,所述母坯件(10)的极限拉伸强度为至少980mpa。
7.根据权利要求1至6中的任一项所述的激光切割方法,其中,所述n个经修整的子坯件(12)的纵向方向与已经切割出所述母坯件(10)的卷材的轧制方向大致相同。
8.一种用于激光切割方法的切割台(1),所述切割台(1)包括布置成能够相对于彼此沿横向方向移动的多个板条(2)。
9.根据权利要求8所述的切割台(1),其中,所述板条(2)安装在至少一个线性导轨承载件(3)上。
10.根据权利要求8或9所述的切割台(1),其中,每个板条(2)都包括夹紧装置。
11.根据权利要求10所述的切割台(1),其中,所述每个板条(2)都包括磁性夹紧装置。
12.一种切割生产线(6),所述切割生产线(6)包括至少一个激光切割头(7)和根据权利要求8至11中的任一项所述的切割台(1)。
13.根据权利要求12所述的切割生产线(6),包括两个根据权利要求8至11中的任一项所述的切割台(1)。
14.根据权利要求12或13所述的切割生产线(6),包括两个激光切割头(7)。
技术总结
一种用以从由金属材料制成的母坯件生产n个经修整的子坯件的激光切割方法,n为严格大于1的整数,该激光切割方法包括以下步骤:‑Op1/将母坯件定位在切割台上,所述切割台包括布置成能够相对于彼此沿横向方向移动的n个板条,‑Op2/将母坯件的至少一部分夹紧至切割台,‑Op3/使用激光源从母坯件沿纵向切割方向切割n个未修整的子坯件,‑Op4/将切割台的n个板条沿横向方向彼此分开,‑Op5/释放夹紧,‑Op6/将n个未修整的子坯件夹紧至n个板条,‑Op7/对n个未修整的子坯件进行激光修整,以便形成n个经修整的子坯件,‑Op8/释放夹紧,‑Op9/将n个经修整的子坯件从切割台卸下。
技术研发人员:贝尔特·万韦策梅尔
受保护的技术使用者:安赛乐米塔尔公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!