轧制机及轧制方法与流程
本发明涉及轧制机及轧制方法。
背景技术:
1、作为能够通过简单的操作恰当地控制板凸度和边降的轧制机的一例,专利文献1中记载的轧制机包括:一对轧制辊,其相互点对称配置,被实施直径的变化量关于从主体长度中心起的轴方向上的坐标x为ax5-bx2-cx的凸面加工;辊移位机构,其使轧制辊在轴方向上相对移动;以及辊交叉机构,其使轧制辊在与被轧制件平行的面内向相互相反的方向倾斜。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开昭63-264204号公报
技术实现思路
1、发明要解决的课题
2、要求轧制品的精度、特别是板宽方向的板厚精度满足要求,而板宽方向的板厚异常主要包括金属板的板宽方向中央部鼓凸的板鼓包、以及板厚从板宽方向两端到大致规定距离急剧变化的边降或边缘增厚。
3、作为提高板厚精度的技术之一,有上述专利文献1中记载的技术。在专利文献1中,在使被实施凸面加工的上下弧形工作辊平移后交叉,由此抑制板凸鼓包、边降。
4、但是,在弧形工作辊、没有弯曲的辊的任一者中,在相接的辊之间,均由于该辊轴心彼此的微小倾斜而产生轴方向的推力,因此产生在轴方向上移位时的阻力,特别是在轧制中作用有轧制载荷,因此其阻力变大。因此,要求用于在辊的轧制中实现移位的改善。
5、本发明的目的在于,提供适当地控制轧制件的形状且与以往相比容易执行轧制中的辊移位的轧制机及轧制方法。
6、用于解决课题的手段
7、本发明包含解决上述课题的多个手段,但作为其一例,轧制机的特征在于,包括:上下一对工作辊,其相互点对称配置,具有从轴方向的一端朝向另一端直径反复增减而弯曲的轮廓;上下一对支承辊,其分别支承所述工作辊;工作辊水平方向致动器,其使所述工作辊在水平方向上移动;工作辊轴方向致动器,其使所述工作辊在所述轴方向上移动;以及控制装置,其控制由所述工作辊水平方向致动器由进行的角度调整及由所述工作辊轴方向致动器由进行的轴方向位置调整,所述控制装置具有:第1角度指令部,其在使上工作辊及上支承辊的上侧辊对平行的状态且使下工作辊及下支承辊的下侧辊对平行的状态下发出指令,以调整所述上侧辊对与所述下侧辊对的角度;第2角度指令部,其在维持所述支承辊的角度的状态下,发出使所述工作辊倾斜的指令;轴方向位置指令部,其发出使所述工作辊向通过所述第2角度指令部的指令而倾斜的所述工作辊从所述支承辊及轧制件受到的合计推力作用的方向移动的指令,基于所述第1角度指令部、所述第2角度指令部及所述轴方向位置指令部的指令对所述工作辊水平方向致动器及所述工作辊轴方向致动器进行控制。
8、发明效果
9、根据本发明,能够获得适当地控制轧制件的形状且与以往相比容易执行轧制中的辊移位的轧制机及轧制方法。上述以外的课题、构成及效果可根据以下实施例的说明获知。
技术特征:
1.一种轧制机,其特征在于,包括:
2.根据权利要求1所述的轧制机,其特征在于,
3.根据权利要求1所述的轧制机,其特征在于,
4.根据权利要求2所述的轧制机,其特征在于,
5.根据权利要求1至4中任一项所述的轧制机,其特征在于,
6.根据权利要求1至5中任一项所述的轧制机,其特征在于,
7.根据权利要求1至6中任一项所述的轧制机,其特征在于,
8.一种轧制方法,其为轧制机的轧制件的轧制方法,
9.根据权利要求8所述的轧制方法,其特征在于,
10.根据权利要求8所述的轧制方法,其特征在于,
11.根据权利要求9所述的轧制方法,其特征在于,
12.根据权利要求8至11中任一项所述的轧制方法,其特征在于,
13.根据权利要求8至12中任一项所述的轧制方法,其特征在于,
14.根据权利要求8至13中任一项所述的轧制方法,其特征在于,
技术总结
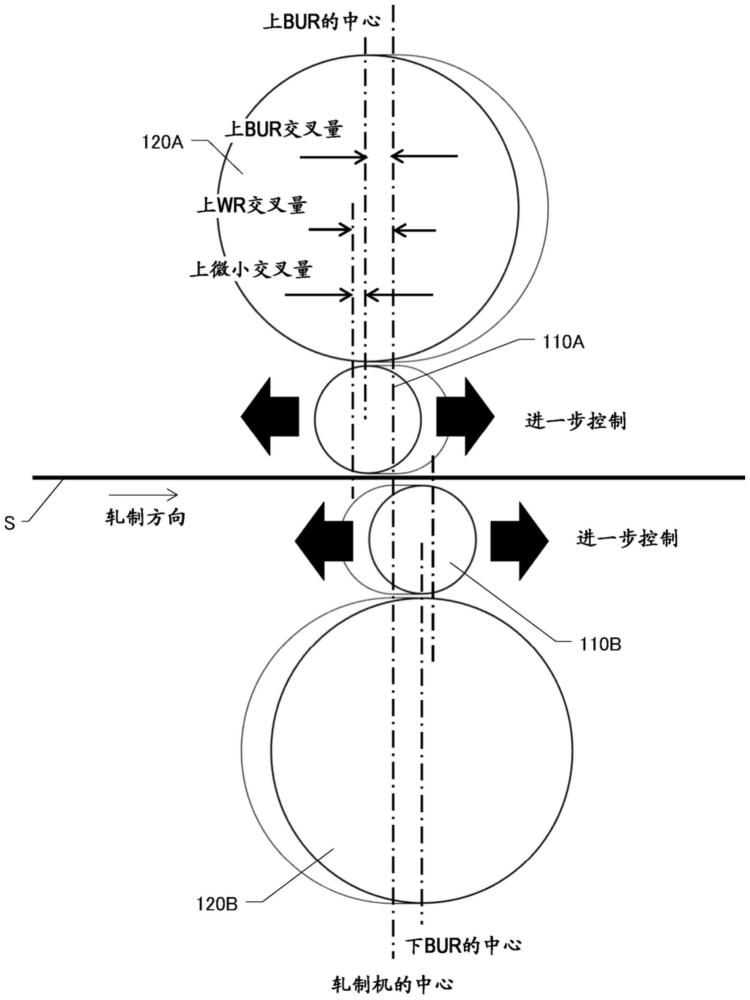
轧制机1的控制装置20具有在使上侧辊对平行的状态且使下侧辊对平行的状态下发出指令以调整上侧辊对与下侧辊对的角度的第1角度指令部20a、在维持支承辊120A、120B的角度的状态下发出使工作辊110A、110B倾斜的指令的第2角度指令部20b、以及发出使工作辊110A、110B向通过第2角度指令部20b的指令而倾斜的工作辊110A、110B从支承辊120A、120B及轧制件S受到的合计推力作用的方向移动的指令的轴方向位置指令部20c,基于第1角度指令部20a、第2角度指令部20b及轴方向位置指令部20c的指令对工作辊按压装置130A、130B、工作辊定位控制装置140A、140B及移位缸115A、115B进行控制。
技术研发人员:堀井健治,杉本达则,宇杉敏裕,黑田彰夫
受保护的技术使用者:普锐特冶金技术日本有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!