一种机组间带钢长度对齐的方法与流程
本发明属于钢铁冶金中冷轧连续机组的生产工艺领域,具体涉及一种机组间带钢长度对齐的方法。
背景技术:
1、在冷轧连续产机组中,需要将上道机组的钢卷缺陷等异常信息与钢卷长度方向的位置信息整合后传递到下道机组,在下道机组需对这些信息根据长度位置做相应的处理,如降速分切等。这就需要带钢生产的上下机组间带钢长度方向的位置计算要一致。
2、目前上下机组的缺陷长度位置计算如下:
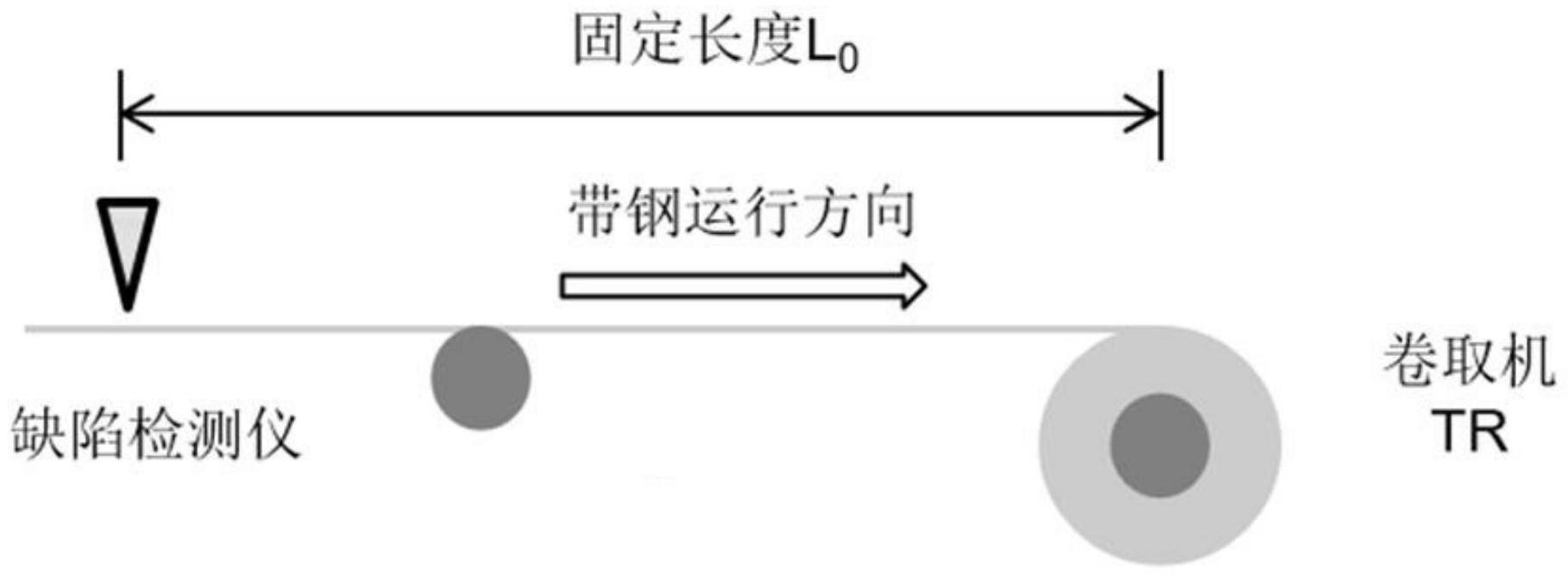
3、1、在上道机组,见附图1,当缺陷检测仪检测到缺陷时,将此时卷取机上已卷取的带钢长度l1加上缺陷检测仪到卷取机的固定长度l0,记录这一缺陷在钢卷长度方向的位置l,l=l1+l0。卷取机上带钢长度l1由当前钢卷直径d算出,钢卷直径dt1由卷取机转速nt1和转向辊转速nr1以及转向辊辊径dr1算出。
4、
5、式中d0为卷取机卷筒直径,h为带钢厚度
6、2、在下道机组,见附图2,利用卷径计算算出剩余长度l2,当开卷机上剩余长度 l2=l-l0’时,缺陷到达缺陷检查位。开卷机上的带钢剩余长度l2由当前钢卷直径dp2算出,钢卷直径dp2由开卷机转速np2和转向辊转速nr2以及转向辊辊径dr2算出。
7、
8、式中d0为开卷机卷筒直径,h为带钢厚度
9、用以上方法在计算卷径时,由于转向辊辊径的误差以及转向辊打滑等因素影响,造成计算的卷径误差有时很大,再用该卷径计算带钢长度时,除了卷径的误差,卷取或开卷的张力及带钢厚度的变化等也会对长度计算产生影响,另外还有基准辊的辊径误差,基准辊和卷取机的速度测量误差。经跟踪实际运行数据,用这种方法进行上下机组长度对齐时,偏差较大(最大近100米)。导致了下道机组无法精确地根据上道机组钢卷的信息进行处理,当上道机组和下道机组都不止1条,存在交叉物流时,该偏差不稳定,给下道机组带来了更大的困难。
10、申请号为:cn201410514065.8的发明申请,公开了“一种带钢振动纹缺陷位置的定位方法”,,包括:a)参数初始化设定,包括轧机出口到滚筒剪之间的带钢长度、板型辊编码器的脉冲当量、振动报警参考值的设定;b)采集各轧机振动信号、剪切信号、各轧机压下量信息、钢卷信息、板型辊编码器脉冲信号;c)根据振动信号计算各轧机的振动能量值,根据压下量信息计算各机架间带钢等效长度;根据编码器脉冲信号对当前时刻该卷带钢的累计脉冲数量进行计数;d)振动报警判断;e)记录振动纹缺陷起始位置、结束位置;f)振动纹缺陷信息记录及上传。
11、申请号为:cn201510865844.7的发明申请,公开了“一种带钢卷取机的带尾精确定位控制方法”,所述方法包括:获取同步光栅发送的第一信号,所述第一信号在所述同步光栅检测到带钢末尾时发送;确认所述第一信号为带钢末尾抵达所述同步光栅检测区域后,获取记录的从起始状态到当前实时更新的卷取机的旋转圈数,并计算出卷径实时值;根据所述卷径实时值和旋转圈数实时计算带钢末尾到卷取机的长度;确定长度到达用于减速的减速长度时,启动减速过程。
技术实现思路
1、为解决以上问题,本发明提供了一种机组间带钢长度对齐的方法,其技术方案具体如下:
2、一种机组间带钢长度对齐的方法,其特征在于:
3、基于设置的编码器记录的卷取的相应脉冲数、结合带钢卷取过程中的体积不变原理,建立基于实际钢卷圈数表征的缺陷位置;据此表征方式建立上一机组与下一机组的带钢长度对齐。
4、根据本发明的一种机组间带钢长度对齐的方法,其特征在于:
5、沿钢卷运行方向、与卷取机设定距离的位置设置一缺陷检测仪;
6、所述的上一机组与下一机组的带钢长度对齐,基于该缺陷检测仪确定的带钢缺陷位可被下一机组定位而实现。
7、根据本发明的一种机组间带钢长度对齐的方法,其特征在于:
8、所述的基于该缺陷检测仪确定的带钢缺陷位,具体为:
9、根据编码器实时记录卷取机卷取圈数;当缺陷检测仪检测到钢卷缺陷时,对于检测到缺陷时刻之前的位置建立基于脉冲数的圈数的表征;对于检测到缺陷时刻之后的相应缺陷位建立基于体积不变原理而形成的圈数的表征。
10、根据本发明的一种机组间带钢长度对齐的方法,其特征在于:
11、对于检测到缺陷时刻之后的相应缺陷位建立基于体积不变原理而形成的圈数的表征,具体通过下式确定:
12、
13、其中,
14、δn:缺陷位到卷取机的距离所对应的钢卷圈数;
15、dt1:缺陷检测仪检测出缺陷时刻的钢卷已有的卷径,单位:mm;
16、h:带钢厚度,单位:mm;
17、l0:缺陷检测仪到卷取机的距离,单位:mm。
18、根据本发明的一种机组间带钢长度对齐的方法,其特征在于:
19、所述的基于该缺陷检测仪确定的带钢缺陷位指导缺陷位在下一机组的缺陷确认位的缺陷对准,具体根据下述关系确定:
20、n2=n-(nt+δn);
21、其中,
22、nt:检测到缺陷时刻之前的已有圈数;
23、δn:缺陷位到卷取机的距离所对应的钢卷圈数;
24、n:该卷生产结束时的钢卷总圈数;
25、n2:缺陷在开卷机中刚好离开开卷机时的圈数。
26、根据本发明的一种机组间带钢长度对齐的方法,其特征在于:
27、所述的编码器设于卷取机的驱动马达后。
28、本发明的一种机组间带钢长度对齐的方法,以圈数为基准建立上下机组带钢缺陷位置的长度对齐,实现了上道机组确定的缺陷位置能在下道机组准确定位的精准长度对齐,为上下机组的带钢长度方向的对齐提供了一种可靠准确的方案。
技术特征:
1.一种机组间带钢长度对齐的方法,其特征在于:
2.根据权利要求1所述的一种机组间带钢长度对齐的方法,其特征在于:
3.根据权利要求2所述的一种机组间带钢长度对齐的方法,其特征在于:
4.根据权利要求3所述的一种机组间带钢长度对齐的方法,其特征在于:
5.根据权利要求3所述的一种机组间带钢长度对齐的方法,其特征在于:
6.根据权利要求1所述的一种机组间带钢长度对齐的方法,其特征在于:
技术总结
一种机组间带钢长度对齐的方法,基于设置的编码器记录的卷取的相应脉冲数、结合带钢卷取过程中的体积不变原理,建立基于实际钢卷圈数表征的缺陷位置;据此表征方式建立上一机组与下一机组的带钢长度对齐。本发明的一种机组间带钢长度对齐的方法,以圈数为基准建立上下机组带钢缺陷位置的长度对齐,实现了上道机组确定的缺陷位置能在下道机组准确定位的精准长度对齐,为上下机组的带钢长度方向的对齐提供了一种可靠准确的方案。
技术研发人员:顾华中,孙文轩,姜渭浩,陈晨
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!