一种无镉银钎焊材料的制作方法
1.本发明涉及一种无镉银钎焊材料,属于焊接材料技术领域。
背景技术:
2.随着人们对环境保护的要求越来越高,工业界因为铅、镉的毒性致使含铅软钎料和含镉硬钎料被广为关注,欧盟及欧洲议会实施了两项指令(weee/rohs)以禁止铅、镉等在电子和电器领域的应用,主要目标是降低含铅、镉等电器及电子设备在掩埋以及焚烧时对人体及环境可能造成的危害与冲击。因此环保型无铅、无镉钎料的研究成为焊接材料领域的重要研究课题。
3.含镉银钎料在紫铜、黄铜、碳钢、锈钢以及镍合金等金属材料焊接中广泛应用,表现出较好的流动性,接头强度高,焊缝表面光泽性较好,例如应用较为广泛的bag35cuzncd、bag40cuzncd及bag50cuzncd等含镉银钎料。镉可以降低钎料的熔化温度,缩小熔化温度区间,提高钎料对基料的润湿性,使钎料具有良好的力学性能,易于实现钎焊互连工艺。但是有毒元素镉也抑制了含镉银钎料的广泛应用,高性能无镉银钎料的开发成为焊接材料的一个热点。
4.目前公开的满足电气设备互连的无镉银钎料主要采取添加合金元素来提高钎料和焊点的性能,通过添加合金元素,可以实现无镉银钎料的焊接,选择的合金元素有:si、zr、nd、sc等。例如,美国专利us2011/0058980a1公开了一种钎料,钎料中含有以下质量百分比的元素:(20.0~24.0%)的ag,(36.0~45.0%)的cu,(29.0~37.0%)的zn,(1.0~3.0%)的sn,(0.1~0.4%)的si。通过优化合金元素的含量,钎料对母材的润湿性得到一定的提高。中国专利文献cn109894771a公开了一种低银无镉银钎料,按质量百分数包括:11.0%~13.0%的ag,36.0%~43.0%的zn,0.01%~0.05%的ga,0.01%~0.05%的nd,0.01%~0.05%的zr,0.01%~0.05%的sc,余量为cu,该低银无镉银钎料的固相线温度≤765℃,液相线温度≤795℃。但是中国专利文献cn109894771a公开的无镉银钎焊材料的液相线温度偏高,易造成材料的“过烧”、“软化”,不利于许多材料或结构的钎焊,并且上述两种无镉银钎焊材料在完成焊接后,焊缝在服役期间均容易断裂,造成使用寿命较低。
技术实现要素:
5.本发明的目的在于提供一种无镉银钎焊材料,用于解决目前无镉银钎焊材料存在的液相线温度偏高的问题。
6.为了实现以上目的,本发明的无镉银钎焊材料所采用的技术方案是:
7.一种无镉银钎焊材料,主要由基料和以下重量份数的组分组成:无机纳米线0.01~1.0份,无机亚微米级颗粒0~0.5份;所述基料由ag元素和以下重量份数的元素组成:zn 27~33份,sn 0.01~1.5份,re 0.01~0.5份,cu 29~41份;所述基料、无机纳米线和无机亚微米级颗粒的总重量份数为100份;所述re为lu和/或ho;所述无机纳米线的熔点不小于855℃;所述无机亚微米级颗粒的熔点不小于855℃。
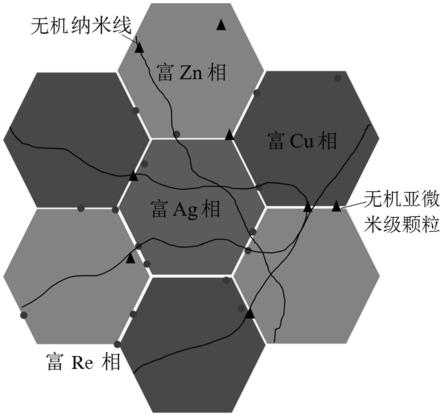
8.本发明的无镉银钎焊材料可以实现电气设备金属-金属高可靠性互连,无镉银钎焊材料中的无机纳米线、无机亚微米级颗粒、re、cu、zn、sn和ag可以通过多元耦合作用强化焊点,使焊缝具有较高的力学性能和可靠性。本发明的无镉银钎焊材料的原理示意图如图1所示,使用本发明的无镉银钎焊材料完成焊接后,焊缝主要由富zn相、富cu相、富ag相组成,在长时间服役过程中富zn相、富cu相和富ag相晶粒晶界会成为整个焊点的薄弱区域,无镉银钎焊材料中的无机纳米线在钎焊过程中会形成类似网状的结构分布在焊缝内部组织中,无机纳米线会将富zn相、富cu相和富ag相晶粒紧紧缠绕在一起,部分富re相和无机亚微米级颗粒会聚集在富zn相、富cu相和富ag相晶界处,具有钉扎无机纳米线和晶界的作用,无机纳米线和富re相/无机亚微米级颗粒耦合强化焊缝。因此焊缝在服役期间仍然保持较高的强度和使用寿命。
9.本发明中,基料可以为粉状,也可以为具有一定尺寸的块状、条状、片状、网状或环状。当基料为粉状时,可以与无机纳米线和无机亚微米级颗粒组成粉状无镉银钎焊材料,也可以与无机纳米线和无机亚微米级颗粒一同分散在助焊剂中组成无镉银焊膏。当基料为具有一定尺寸的块状、条状、片状、网状或环状时,无机纳米线和无机亚微米级颗粒分散在块状基料中形成钎料。
10.优选地,所述无镉银钎焊材料还包括助焊剂;所述无镉银钎焊材料为无镉银焊膏;所述基料由zn粉、sn粉、ag粉和re-cu中间合金粉组成。
11.可以理解的是,助焊剂可以为本领域焊膏常用助焊剂。例如,所述助焊剂为上海璟宜机电科技有限公司生产的产品型号为fb102的助焊剂。
12.优选地,无镉银焊膏中,所述zn粉的平均粒度为30~50μm。优选地,无镉银焊膏中,所述sn粉的平均粒度为30~50μm。优选地,无镉银焊膏中,所述ag粉的平均粒度为30~50μm。优选地,无镉银焊膏中,所述re-cu中间合金粉的平均粒度为30~50μm。
13.优选地,所述无镉银钎焊材料是将助焊剂、zn粉、sn粉、ag粉、re-cu中间合金粉、无机纳米线和无机亚微米级颗粒混合而成。
14.优选地,所述无镉银钎焊材料由基料、无机纳米线和无机亚微米颗粒组成;所述基料为由re、cu、zn、sn和ag元素组成的合金基体;所述无机纳米线和无机亚微米颗粒分散在所述合金基体中;所述无镉银钎焊材料为无镉银钎料。所述无镉银钎料的形状可以为具有一定尺寸的块状、条状、片状、网状或环状。
15.优选地,所述无镉银钎料采用包括以下步骤的方法制得:将无机纳米线、无机亚微米级颗粒、re-cu中间合金粉、zn粉、sn粉和ag粉依次进行熔融处理、成型处理;熔融处理的温度低于无机纳米线的熔点和无机亚微米级颗粒的熔点。
16.优选地,所述熔融处理的温度为830~850℃。
17.优选地,所述无镉银钎料为片状钎料;所述片状钎料由包括以下步骤的制备方法制备得到:将所述原料进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。
18.优选地,所述熔融处理在真空搅拌炉中进行。
19.优选地,所述无机纳米线为znse纳米线和/或si纳米线。znse纳米线和si纳米线的熔化温度高于钎料的焊接温度,在焊接以及服役期间可以保持纳米线的特性。
20.优选地,所述无机亚微米级颗粒为si3n4颗粒。si3n4亚微米颗粒的线膨胀系数较
低,会降低焊缝的线膨胀系数,焊缝在服役期间,因线膨胀系数失配而产生的的应力会降低,进而增加焊缝的使用寿命。
21.优选地,所述无机纳米线的直径为100~200nm,长度为10~50μm。
22.优选地,所述无机亚微米级颗粒的粒度为500nm~3μm。无机亚微米级颗粒的平均粒度在上述范围内,可以更好的发挥钉扎纳米线和晶界。
23.优选地,所述re为lu,所述无镉银钎焊材料主要由基料和无机纳米线组成;所述基料和无机纳米线的总重量份数为100份;无机纳米线的重量份数为0.01~1.0份;所述基料由ag元素和以下重量份数的元素组成:zn 27~33份,sn0.01~1.5份,lu 0.01~0.1份,cu 29~41份。lu-cu中间合金中lu元素和cu元素的质量比为(0.01~0.1):(29~41)时,具有防止稀土元素lu氧化的作用。本发明的无镉银钎焊材料不含无机亚微米级颗粒时的原理示意图如图2所示。
24.优选地,所述re为ho,所述无镉银钎焊材料由基料和以下重量份数的组分组成:无机纳米线0.01~1.0份,无机亚微米级颗粒0.01~0.5份;所述基料由ag元素和以下重量份数的元素组成:zn 27~33份,sn 0.1~1.5份,ho 0.01~0.5份,cu 29~41份;所述基料、无机纳米线和无机亚微米级颗粒的总重量份数为100份。ho-cu中间合金中ho元素和cu元素的质量比为(0.01~0.5):(29~41)时,具有防止稀土元素lu氧化的作用。
附图说明
25.图1为本发明的无镉银钎焊材料的原理示意图;
26.图2为本发明的无镉银钎焊材料不含无机亚微米级颗粒时的原理示意图。
具体实施方式
27.下面结合具体实施例对本发明的技术方案进行进一步说明。
28.实施例1-15中所用的助焊剂的生产厂家为上海璟宜机电科技有限公司,产品型号为fb102。
29.实施例1
30.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
31.其中,钎料粉由以下重量百分比的组分组成:znse纳米线1.0%,lu-cu中间合金粉29.1%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.1:29,zn粉27%,sn粉0.01%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为30μm;sn粉的平均粒度为30μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为30μm。
32.实施例2
33.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
34.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.9%,lu-cu中间合金粉30.09%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.09:30,zn粉28%,sn粉0.02%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为50μm;sn粉的平均粒度为50μm;ag粉的平均粒度为50μm;lu-cu中间合金粉的平均粒度为
50μm。
35.实施例3
36.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
37.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.8%,lu-cu中间合金粉31.08%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.08:31,zn粉29%,sn粉0.03%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为40μm;sn粉的平均粒度为40μm;ag粉的平均粒度为40μm;lu-cu中间合金粉的平均粒度为40μm。
38.实施例4
39.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
40.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.7%,lu-cu中间合金粉32.07%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.07:32,zn粉30%,sn粉0.04%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为30μm;sn粉的平均粒度为30μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为30μm。
41.实施例5
42.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
43.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.6%,lu-cu中间合金粉33.06%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.06:33,zn粉31%,sn粉0.05%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为50μm;sn粉的平均粒度为30μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为50μm。
44.实施例6
45.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
46.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.5%,lu-cu中间合金粉34.05%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.05:34,zn粉32%,sn粉0.06%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为30μm;sn粉的平均粒度为40μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为50μm。
47.实施例7
48.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
49.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.4%,lu-cu中间合金粉35.04%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.04:35,zn粉33%,sn粉0.07%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度
为50μm;sn粉的平均粒度为40μm;ag粉的平均粒度为50μm;lu-cu中间合金粉的平均粒度为50μm。
50.实施例8
51.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
52.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.3%,lu-cu中间合金粉36.03%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.03:36,zn粉33%,sn粉0.08%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为50μm;sn粉的平均粒度为30μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为40μm。
53.实施例9
54.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
55.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.2%,lu-cu中间合金粉37.02%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.02:37,zn粉33%,sn粉0.09%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为50μm;sn粉的平均粒度为30μm;ag粉的平均粒度为40μm;lu-cu中间合金粉的平均粒度为40μm。
56.实施例10
57.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
58.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.1%,lu-cu中间合金粉38.01%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:38,zn 33%,sn 0.10%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为35μm;sn粉的平均粒度为35μm;ag粉的平均粒度为35μm;lu-cu中间合金粉的平均粒度为35μm。
59.实施例11
60.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
61.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.01%,lu-cu中间合金粉39.01%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:39,zn粉33%,sn粉1.1%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为45μm;sn粉的平均粒度为45μm;ag粉的平均粒度为45μm;lu-cu中间合金粉的平均粒度为45μm。
62.实施例12
63.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
64.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.01%,lu-cu中间合金粉40.01%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:40,zn粉33%,sn粉1.2%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为
35μm;sn粉的平均粒度为30μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为40μm。
65.实施例13
66.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
67.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.01%,lu-cu中间合金粉41.01%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:41,zn粉33%,sn粉1.3%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为30μm;sn粉的平均粒度为50μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为40μm。
68.实施例14
69.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
70.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.01%,lu-cu中间合金粉41.01%,lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:41,zn粉33%,sn粉1.4%,余量为ag粉;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为40μm;sn粉的平均粒度为50μm;ag粉的平均粒度为30μm;lu-cu中间合金粉的平均粒度为30μm。
71.实施例15
72.本实施例的无镉银钎焊材料为无镉银焊膏,由基料、znse纳米线和助焊剂组成,其中,基料和znse纳米线组成钎料粉。
73.其中,钎料粉由以下重量百分比的组分组成:znse纳米线0.01%,lu-cu中间合金粉41.01%,zn粉33%,sn粉1.5%,余量为ag粉;lu-cu中间合金粉中的lu元素和cu元素的质量比为0.01:41;znse纳米线的直径为100~200nm,长度为10~50μm;zn粉的平均粒度为30μm;sn粉的平均粒度为40μm;ag粉的平均粒度为50μm;lu-cu中间合金粉的平均粒度为30μm。
74.实施例16
75.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线1.0%,ho-cu中间合金粉29.5%,无机亚微米级颗粒0.5%,zn粉27%,sn粉0.1%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.5:29;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
76.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为830℃。
77.实施例17
78.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分
散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.9%,ho-cu中间合金粉30.4%,无机亚微米级颗粒0.4%,zn粉28%,sn粉0.2%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.4:30;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
79.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为850℃。
80.实施例18
81.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.8%,ho-cu中间合金粉31.3%,无机亚微米级颗粒0.3%,zn粉29%,sn粉0.3%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.3:31;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
82.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为840℃。
83.实施例19
84.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.7%,ho-cu中间合金粉32.2%,无机亚微米级颗粒0.2%,zn粉30%,sn粉0.4%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.2:32;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
85.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为835℃。
86.实施例20
87.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.6%,ho-cu中间合金粉33.1%,无机亚微米级颗粒0.1%,zn粉31%,sn粉0.5%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.1:33;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
88.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上
述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为845℃。
89.实施例21
90.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.5%,ho-cu中间合金粉34.09%,无机亚微米级颗粒0.09%,zn粉32%,sn粉0.6%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.09:34;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
91.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为850℃。
92.实施例22
93.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.4%,ho-cu中间合金粉35.08%,无机亚微米级颗粒0.08%,zn粉33%,sn粉0.7%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.08:35;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
94.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为830℃。
95.实施例23
96.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.3%,ho-cu中间合金粉36.07%,无机亚微米级颗粒0.07%,zn粉33%,sn粉0.8%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.07:36;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
97.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为840℃。
98.实施例24
99.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型
处理制得:无机纳米线0.2%,ho-cu中间合金粉37.06%,无机亚微米级颗粒0.06%,zn粉33%,sn粉0.9%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.06:37;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
100.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为840℃。
101.实施例25
102.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.1%,ho-cu中间合金粉38.05%,无机亚微米级颗粒0.05%,zn粉33%,sn粉1.0%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.05:38;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
103.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为830℃。
104.实施例26
105.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.09%,ho-cu中间合金粉39.04%,无机亚微米级颗粒0.04%,zn粉33%,sn粉1.1%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.04:39;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
106.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为850℃。
107.实施例27
108.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.08%,ho-cu中间合金粉40.03%,无机亚微米级颗粒0.03%,zn粉33%,sn粉1.2%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.03:40;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
109.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切
片,即得。熔融处理的温度为840℃。
110.实施例28
111.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.07%,ho-cu中间合金粉41.02%,无机亚微米级颗粒0.02%,zn粉33%,sn粉1.3%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.02:41;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
112.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为835℃。
113.实施例29
114.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.06%,ho-cu中间合金粉41.01%,无机亚微米级颗粒0.01%,zn粉33%,sn粉1.4%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.01:41;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
115.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为840℃。
116.实施例30
117.本实施例的无镉银钎焊材料为无镉银钎料,由基料、无机纳米线和无机亚微米颗粒组成;基料为由ho、cu、zn、sn和ag元素组成的合金基体;无机纳米线和无机亚微米颗粒分散在所述合金基体中。本实施例的无镉银钎料由以下质量百分比的原料经熔融处理、成型处理制得:无机纳米线0.01%,ho-cu中间合金粉41.01%,无机亚微米级颗粒0.01%,zn粉33%,sn粉1.5%,余量为ag粉;无机纳米线为si纳米线,si纳米线的直径为100~200nm,长度为10~50μm;ho-cu中间合金粉中的ho元素和cu元素的质量比为0.01:41;无机亚微米级颗粒为si3n4颗粒,si3n4颗粒的粒度为500nm~3μm。
118.本实施例的无镉银钎料为片状钎料,由包括以下步骤的制备方法制备得到:将上述原料在真空搅拌炉中进行熔融处理,得到熔融物,然后将熔融物依次进行浇注、挤压、切片,即得。熔融处理的温度为850℃。
119.实验例1
120.分别测试实施例1-15的无镉银焊膏的固相线温度和液相线温度,然后分别利用实施例1-15的无镉银焊膏焊接不同组合的钎焊母材,再测试钎缝强度,测试结果如表1所示。
121.表1实施例1-15的无镉银焊膏的固相线温度、液相线温度和焊接不同组合的钎焊母材的钎缝强度
[0122][0123]
注:σb代表钎缝抗拉强度,τ代表抗剪强度。
[0124]
由表1可知,实施例1-15的无镉银焊膏对钎焊母材紫铜、黄铜、碳钢、不锈钢、镍基合金均有良好的润湿性能,焊缝性能优良,可用于焊接紫铜-紫铜、紫铜-黄铜、黄铜-碳钢、黄铜-不锈钢、碳钢-不锈钢、碳钢-镍基合金、不锈钢-镍基合金、紫铜-镍基合金等不同母材。
[0125]
实验例2
[0126]
分别测试实施例16-30的无镉银钎料的固相线温度和液相线温度,然后分别利用实施例16-30的无镉银钎料焊接不同组合的钎焊母材,再测试钎缝强度,测试结果如表2所示。
[0127]
表2实施例16-30的无镉银钎料的固相线温度、液相线温度和焊接不同组合的钎焊母材的钎缝强度
[0128][0129]
注:σb代表钎缝抗拉强度,τ代表抗剪强度。
[0130]
由表2可知,实施例16-30的无镉银钎料对钎焊木材紫铜、黄铜、碳钢、不锈钢、镍基合金均有良好的润湿性能,并且焊缝性能优良,可以用于焊接紫铜-紫铜、紫铜-黄铜、黄铜-碳钢、黄铜-不锈钢、碳钢-不锈钢、碳钢-镍基合金、不锈钢-镍基合金、紫铜-镍基合金等不同的母材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1