基于热连轧机入口带钢动态位置修正的切水辊控制方法与流程
本发明涉及冶金轧钢自动控制技术,更具体地说,涉及一种基于热连轧机入口带钢动态位置修正的切水辊控制方法。
背景技术:
1、中间辊道为粗轧1至精轧2中间的辊道3,如图1所示,辊道3上设有除鳞箱4、飞剪5、切水辊6、矫直机7等各种设备,并且辊道上设有多个热金属传感器8可以探测辊道3上有无板坯。
2、精轧2入口切水辊6装在入口飞剪5之前、飞剪5入口侧导板之后,切水辊6在带钢头部进入飞剪5时进行有效下压,有效隔离除鳞箱4内的除鳞水对带钢中尾部的影响,未飞剪及加热器的有效投入使用创造了有利的工况,故对于飞剪及加热器的稳定投入和最终热轧卷的质量起到了重要的作用。所以飞剪入口切水辊控制系统的功能精度和稳定性对于精轧区域的产品控制就显得尤为关键。
3、现有的控制方式如下:当板坯头部被飞剪5后,切水辊6迅速下压,咬住带钢直到带钢尾部离开切水辊6后,切水辊6迅速上抬至最大位,为下一块板坯的作业进行预备。
4、整个切水过程虽然有效,但是却存在切水辊6几乎全程参与切水投入,从而影响其使用寿命,目前在使用过程中多次出现飞剪5入口切水辊6切水效果下降,甚至切水辊6的轴承卡死导致的带钢上表面划伤的质量事故。
5、在现有专利申请中,如专利申请号201010209249.5公开了一种提高带钢跟踪精确度的方法,利用阿尔斯通可编程序逻辑控制器,编制和修改各plc相关程序,增加检测手段和通讯接口,改善系统和分区结构,开发系统与各组成要素功能,通过物料跟踪系统与相关系统的有效通讯和联系,提高出口成品卷数据检测和存储准确性,避免钢卷数据丢失;提高在线跟踪系统的精度,使处理焊缝位置校正速度提高一倍;优化系统架构,使处理时间缩短到500ms,程序计算焊缝误差值缩小五倍;提高在线带钢数据存储的数量和质量,实现了双孔检测报警和实时显示,并自动判断“下蛋卷”,减少废品损失,提高产品的成材率。但此专利申请是针对冷轧钢卷,通过专用仪器检测带钢孔洞及焊缝位置的数据跟踪,还存在一定的局限性。
6、又如专利申请号201420456627.3公开了一种带钢跟踪装置,包括输出辊道、侧导板、夹送辊和卷取机,高温计,设置在所述侧导板前端的上方;热金属检测器,设置在所述夹送辊入口的上方。本实用新型提供了一种带钢跟踪装置,能够提高带钢的跟踪结果准确性,降低出现带钢不能顺利进入卷取机,或者停机、堆钢等问题的概率,进而提高生产效率。此专利申是针对精轧后、卷取机前带钢的跟踪,其通过多个传感器和高温计判断辊道上有无带钢,通过优化处理传感器信号减少检测误差提高带钢的跟踪精度。而本专利申请是在粗轧和精轧中间的辊道带钢位置的跟踪,以辊道速度为主配合辊道上的传感器以及各种设备辅助修正带钢尾部位置来提高带钢位置精度。但中间辊道的中间坯温度高,水汽粉尘环境恶劣对传感器影响较大。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种基于热连轧机入口带钢动态位置修正的切水辊控制方法,结合现有热金属检测装置安装的物理特性及其工作的通断特性,开发飞剪入口热金属检测仪的数字量的变化,实现自动下发切水辊的动作时序,在既满足切水需求的同时,又延长了切水辊的使用寿命,改善了现状所存在的缺点。
2、为实现上述目的,本发明采用如下技术方案:
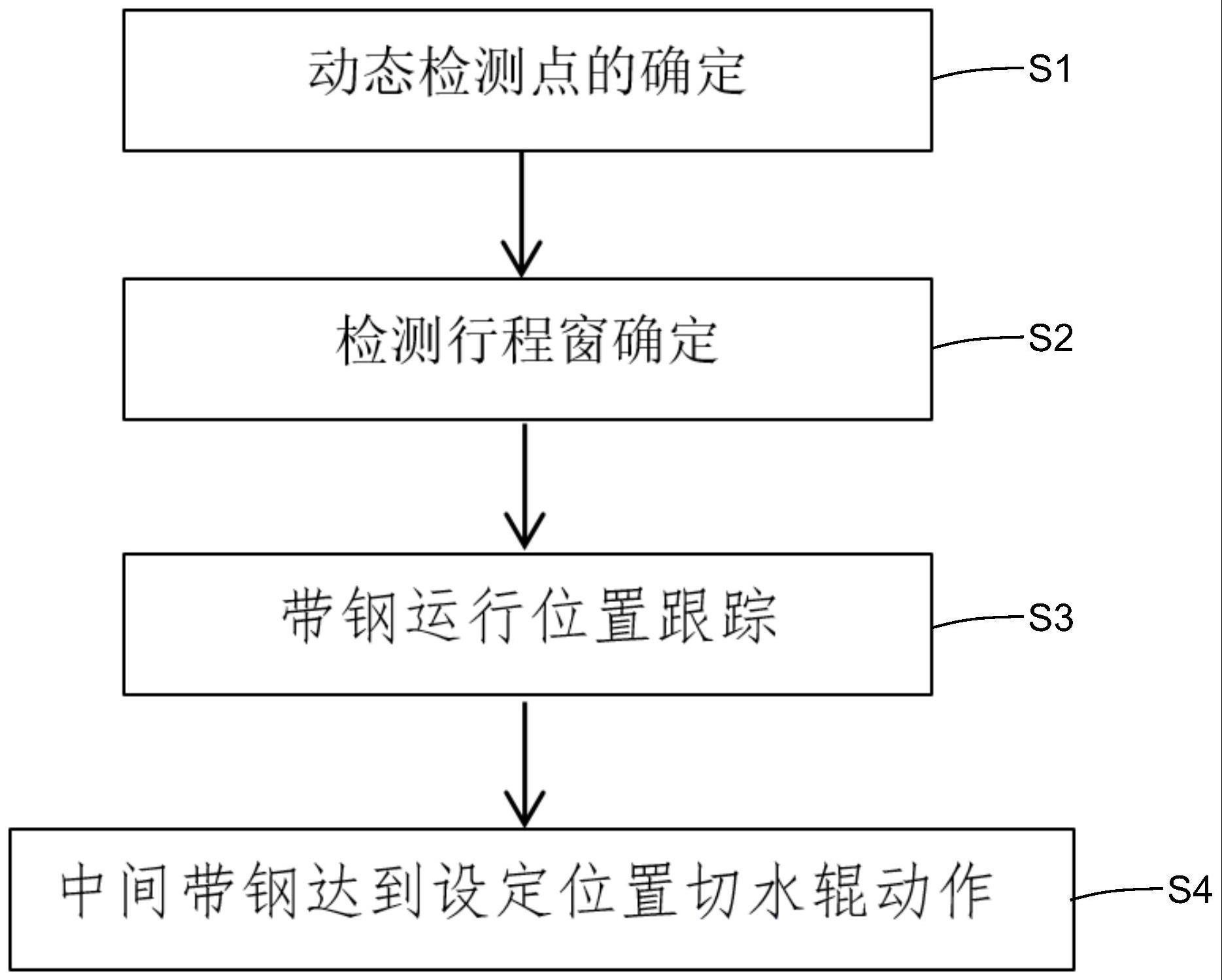
3、一种基于热连轧机入口带钢动态位置修正的切水辊控制方法,包括以下步骤:
4、s1、确定动态检测点;
5、s2、确定检测行程窗;
6、s3、带钢运行位置跟踪;
7、s4、当中间带钢达到预定位置后,切水辊动作。
8、较佳的,所述步骤s1进一步包括:
9、根据区域位置内检测装置的状态选择不同的检测位置。
10、较佳的,所述步骤s2进一步包括:
11、根据检测装置的特性及检测物特性,确定检测行程窗。
12、较佳的,所述检测装置为光电管传感器。
13、较佳的,所述步骤s3进一步包括以下步骤:
14、s31、带钢位置建立;
15、s32、读取辊道速度v;
16、s33、累计时间tn,计算中间带钢位置;
17、s34、进行基础位移量修正计算;
18、s35、继续累计时间tn,计算中间带钢位置;
19、s36、判断中间带钢是否达到指定位置,若是,则跟踪结束,若否,则返回步骤s34。
20、较佳的,计算中间带钢位置如下:
21、l=vtn
22、式中,v为实际辊道运行速度,单位m/s;tn为带钢在上工序最后道次抛钢作为起始点累计的带钢在输出辊道上运行的时间,单位s;l为使用辊道速度和运行时间计算的带钢位置距离作为检测位移量。
23、较佳的,所述步骤34中,基础位移量修正计算包括传感器信号对带钢位置修正计算和设备受载信号对带钢位置修正计算。
24、较佳的,所述传感器信号对带钢位置修正计算步骤如下:
25、s341、传感器信号触发;
26、s342、判断带钢位置是否位于行程窗内,若是,则修正位置再进入步骤s35,若否,则不修正位置再进入步骤s35;和/或
27、判断带钢位置是否位于行程窗内具体如下:
28、判断:|l传感器-l计算|<α
29、则:l计算=l传感器
30、若:|l传感器-l计算|≥α
31、则:l计算不变
32、式中,α为设定的行程窗范围;l传感器为传感器位置实际距离;l计算为带钢通过计算的距离。
33、较佳的,所述设备受载信号对带钢位置修正计算具体如下:
34、判断带钢位置是否达到设备位置,若是,则暂停时间累加,设备受载再进入步骤s35,若否,则设备受载,修正位置再进入步骤s35;和/或
35、判断带钢位置是否达到设备位置具体如下:
36、当设备受载时,则l计算=l设备
37、当l计算达到l设备的位置时设备还未受载,则程序中暂停l计算值的计算,等到设备受载的下降沿信号产生时重新累加l计算值的计算;
38、式中,l设备为设备位置实际距离;l计算为带钢通过计算的距离。
39、较佳的,所述步骤s4进一步包括:
40、l2自动设定所述切水辊的下降和上升位置,当l1(基础自动化控制系统)计算带钢位置达到l2(过程控制计算机)设定位置时,所述切水辊动作。
41、本发明所提供的一种基于热连轧机入口带钢动态位置修正的切水辊控制方法,具有以下几点有益效果:
42、1)采用辊道速度和时间跟踪板坯尾部附加传感器和设备的位置修正,提高尾部跟踪精度;
43、2)避免传感器误信号导致切水辊异常抬起;
44、3)切水辊抬起位置可控,减少切水辊与板坯接触时间,减缓切水辊磨损。
技术特征:
1.一种基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述步骤s1进一步包括:
3.根据权利要求1所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述步骤s2进一步包括:
4.根据权利要求2或3所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于:所述检测装置为光电管传感器。
5.根据权利要求1所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述步骤s3进一步包括以下步骤:
6.根据权利要求5所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,计算中间带钢位置按如下公式进行:
7.根据权利要求5所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于:所述步骤34中,基础位移量修正计算包括传感器信号对带钢位置修正计算和设备受载信号对带钢位置修正计算。
8.根据权利要求7所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述传感器信号对带钢位置修正计算步骤如下:
9.根据权利要求7所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述设备受载信号对带钢位置修正计算具体如下:
10.根据权利要求1所述的基于热连轧机入口带钢动态位置修正的切水辊控制方法,其特征在于,所述步骤s4进一步包括:
技术总结
本发明公开了一种基于热连轧机入口带钢动态位置修正的切水辊控制方法,包括以下步骤:S1、确定动态检测点;S2、确定检测行程窗;S3、带钢运行位置跟踪;S4、当中间带钢达到预定位置后,切水辊动作。本发明结合现有热金属检测装置安装的物理特性及其工作的通断特性,开发飞剪入口热金属检测仪的数字量的变化,实现自动下发切水辊的动作时序,在既满足切水需求的同时,又延长了切水辊的使用寿命,改善了现状。
技术研发人员:夏宏斌,荣鸿伟
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!