一种多点成型模具及其制备方法与流程
本发明涉及钣金加工,具体涉及一种多点成型模具及其制备方法。
背景技术:
1、目前,金属板材的三维曲面成型主要采用整体模具或多点成型模具来实现。整体模具普遍制作成本高、加工周期长、复用率低;多点成型模具一般采用两种压头,一种是顶部为半圆球型的圆头型压头,另一种是顶面为平顶的方形压头,在压制过程中,半圆球型的压头形成的压痕较严重,平顶的方形压头与曲型板的接触为线接触,成型曲面的顺滑性较差,容易起皱,而且现有的多点成型模具造价昂贵、制造困难,对操作人员要求高,在钣金加工领域不利用广泛推广使用。
技术实现思路
1、本发明的目的是针对现有技术的不足,提供一种成型质量高、加工简单、成本低廉的多点成型模具及其制备方法,以解决上述背景技术中提出的问题。
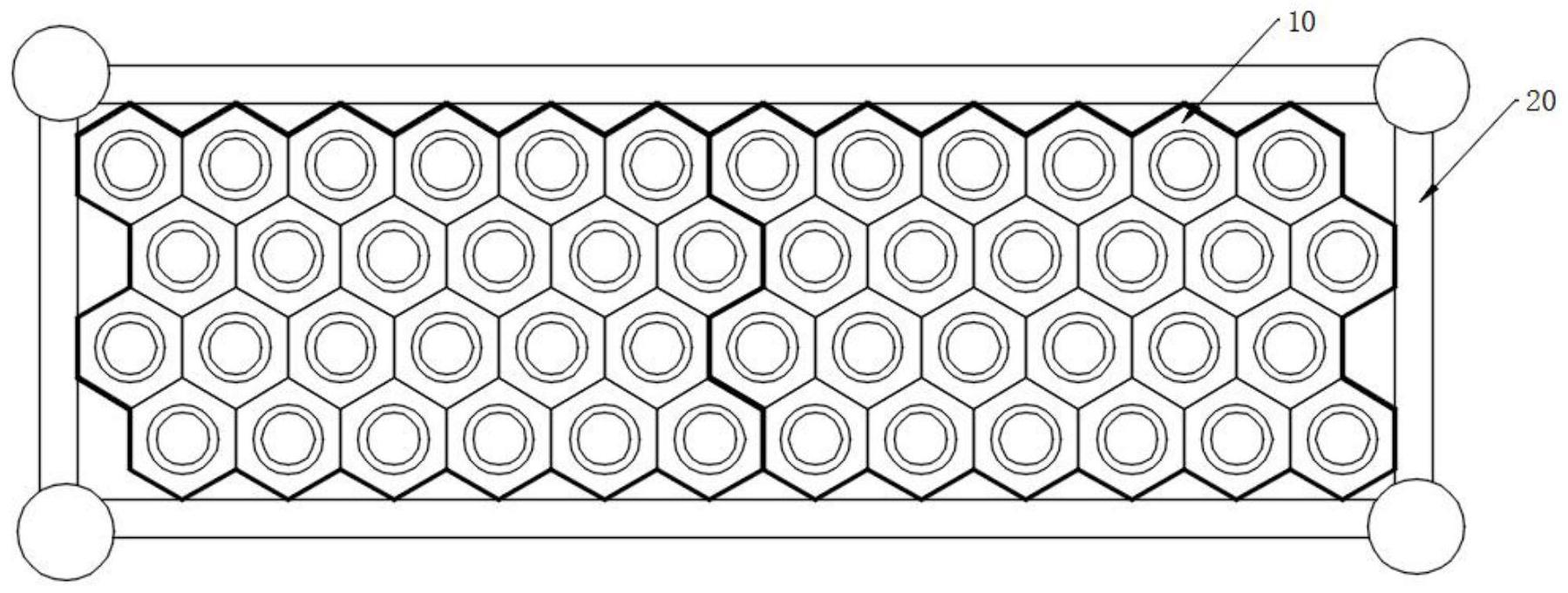
2、为实现上述目的,本发明提出一种多点成型模具,包括至少一个的模组块和固定边框,所述模组块包括底板,底板上矩阵分布有多个螺纹孔,矩阵分布的螺纹孔相邻的行与行之间交错排列,螺纹孔内螺纹连接有可拆卸压头,所述可拆卸压头包括螺柱和柱帽,柱帽的横截面呈正六边形,相邻柱帽之间相互抵接,其在底板上组合成的形状与底板形状一致。
3、具体的,当构成模具的模组块数量大于等于二时,相互拼接的模组块呈矩阵排列。
4、具体的,相邻螺纹孔之间的距离相同。
5、具体的,所述固定边框为矩形,固定边框与模具的四边均有接触,所述固定边框包括不少于四根的定位杆和连接定位杆的水平螺杆。
6、具体的,所述螺柱包括螺杆和半球头,半球头的直径大于螺杆的直径,所述柱帽内设置有与半球头相匹配的内球面。
7、具体的,所述半球头的顶面还设置有内六方孔。
8、一种多点成型模具的制备方法,包括如下步骤:
9、(1)制作螺柱:螺柱的螺杆长度可根据需求定制,螺杆端部的半球头顶端开设内六方孔;
10、(2)制作柱帽:柱帽内制作与半球头相匹配的内球面,半球面的深度大于半球面的半径;
11、(3)制作底板:根据步骤(2)中的柱帽数量和形状进行预排列,排列的矩阵中每行柱帽数量相同且行与行之间交错排列,相邻柱帽之间相互贴近,得到底板的外部轮廓,将矩形钢板根据预排列得到的外部轮廓进行切割,切割完成后,在钢板上钻设矩阵排列的螺纹孔,所述螺纹孔的位置对应预排列中柱帽所在的位置,螺纹孔的大小与螺柱的螺纹相适配;
12、(4)将螺柱旋入底板内;
13、(5)根据金属板材的大小,确定所述底板的数量,并将底板进行拼接;
14、(6)根据板材所需的曲率调整螺柱的高度,高度确定后将柱帽套设在半球头上,形成模组块;
15、(7)在拼接好的模组块外利用固定边框固定,所述固定边框与拼接好的模组块四边均有接触。
16、通过上述技术方案得到的一种多点成型模具及其制备方法,其有益效果是:
17、1、将充头分为柱帽和螺柱两部分制造,螺柱的端部设置为半球头,柱帽内设置与半球头契合的内球面,既方便了易损柱帽的更换,又能够在一定范围内发生摆动,使成型的三维曲面精度更高、曲面更滑顺;
18、2、多个模组块之间可相互拼合以适应不同大小的板材,底板边界呈凹凸状,使各模组块拼接后相互限制,进一步提高了模组块之间拼接的精确性和稳定性;
19、3、可拆卸压头在底板上组合成的形状与底板形状一致,不同模组块之间拼接时,可拆卸压头之间的距离均保持一致,提高了整个成型曲面的精度;
20、4、底板上的可拆卸压头矩阵排列,模组块之间同样矩阵排列,固定时只需采用矩形边框即可固定,无需完全契合底板的边界线,适应性强,固定方便,成本低廉;
21、5、可拆卸压头与底板之间螺纹连接,通过旋转可拆卸压头即可调整可拆卸压头的高度,以满足板材成型不同曲率的需求,操作简单;
22、6、安装在底板上的柱帽之间相互抵接,避免了柱帽从螺柱上脱落,且结构简单,加工方便。
技术特征:
1.一种多点成型模具,其特征在于,包括至少一个的模组块和固定边框,所述模组块包括底板,底板上矩阵分布有多个螺纹孔,矩阵排布的螺纹孔行与行之间交错排列,螺纹孔内螺纹连接有可拆卸压头,所述可拆卸压头包括螺柱和柱帽,柱帽的横截面呈正六边形,相邻柱帽之间相互抵接,柱帽在底板上组合成的形状与底板形状一致。
2.根据权利要求1所述的多点成型模具,其特征在于,当构成模具的模组块数量大于等于二时,相互拼接的模组块呈矩阵排列。
3.根据权利要求1所述的多点成型模具,其特征在于,相邻螺纹孔之间的距离相同。
4.根据权利要求1或2所述的多点成型模具,其特征在于,所述固定边框为矩形,固定边框与模具的四边均有接触,所述固定边框包括不少于四根的定位杆和连接定位杆的水平螺杆。
5.根据权利要求1所述的多点成型模具,其特征在于,所述螺柱包括螺杆和半球头,半球头的直径大于螺杆的直径,所述柱帽内设置有与半球头相匹配的内球面。
6.根据权利要求5所述的多点成型模具,其特征在于,所述半球头的顶面还设置有内六方孔。
7.一种多点成型模具制备方法,用于制备上述权利要求6中的多点成型模具,其特征在于,包括如下步骤:
技术总结
本发明提出一种多点成型模具及其制备方法,包括至少一个的模组块和固定边框,所述模组块包括底板,底板上矩阵分布有多个螺纹孔,矩阵分布的螺纹孔相邻的行与行之间交错排列,螺纹孔内螺纹连接有可拆卸压头,所述可拆卸压头包括螺柱和柱帽,柱帽的横截面呈六边形,相邻柱帽之间相互抵接,柱帽在底板上组合成的形状与底板形状一致。上述多点成型模具结构简单、操作方便、成本低廉,易广泛推广。
技术研发人员:赵峰
受保护的技术使用者:金筑铝业(天津)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!