一种航空变截面曲率构件的组合成形方法
1.本发明涉及金属塑性成形技术领域,尤其涉及一种航空变截面曲率构件的组合成形方法。
背景技术:
2.飞机机体主要由曲面蒙皮和框梁骨架构成,曲率构件是骨架结构的重要形式,其成形质量直接关系到飞机的装配精度和整体气动外形,是影响飞机服役性能、制造周期和成本的重要因素。
3.该类构件外形细长,具有曲率特征,通常采用型材拉弯工艺成形。但是,为了满足飞机气动外形需求,部分曲率构件设计为变截面结构。例如某l截面曲率构件,其腹板与翼板夹角沿构件弧长方向发生变化。若采用等截面型材直接拉弯成形,则会由于型材不同位置截面角度变形量不同,造成截面贴模精度差,甚至发生截面畸变、型材扭曲等缺陷,难以通过手工校形进行修复,导致零件报废。
4.对国内专利技术文献检索发现,现有金属型材拉弯方法如下:
5.1)中国专利授权公告号cn 104138944 b,发明名称为:大角度反拉型材框拉弯成形工艺。该发明提供了一种大角度反拉型材框拉弯成形工艺,分别经型材下料、预拉弯成形、淬火、补拉弯成形、修整并切割,最终获得等截面曲率构件。
6.2)中国专利授权公告号cn 102367563 b,发明名称为:一种钛合金薄壁零件热拉伸蠕变复合成形方法。该发明对待成形坯料通电,基于坯料电阻引发电流热效应,直接加热坯料并使坯料温度保持在热成形温度范围内,然后在拉伸成形设备上预拉伸、包覆、补拉待成形坯料,使坯料贴合模具,保持目标温度,使坯料在线应力松弛,发生蠕变,达到减小回弹,提高零件成形精度的目的。
7.3)中国专利授权公告号cn 102366770 b,发明名称为:新型张臂式拉弯机拉弯加载轨迹的设计方法。该发明通过把传统拉弯工艺中的补拉量按照与摩擦系数相关的函数进行参数化离散,并在弯曲过程中同时施加离散化的拉伸量,可以避免因摩擦造成的拉伸量分布不均匀现象。
8.综合以上专利分析可知,现有技术主要存在以下不足:
9.1)前述专利1中的工艺方法只能用于成形等截面铝合金曲率构件,若利用该方法成形变截面曲率构件,则由于型材不同位置截面角度变形量不同,会造成截面贴模精度差,甚至发生截面畸变、型材扭曲等缺陷,难以通过手工校形进行修复,导致零件报废。
10.2)前述专利2中的工艺方法只能用于成形钛合金蒙皮或等截面钛合金曲率构件,同样不适用于成形变截面曲率构件。
11.3)前述专利3中的轨迹设计方法虽然考虑了摩擦的影响,能够提高拉弯过程中型材应变分布的均匀性,但该方法未能考虑各离散步中型材拉伸量与模具截面变化位置的匹配关系,因此,该方法不适用于变截面曲率构件拉弯轨迹设计。
12.综上,现有相关专利只适用于等截面曲率构件的拉弯成形,未能解决变截面曲率
构件成形中遇到的截面贴模精度差、截面畸变严重、型材扭曲等问题。
技术实现要素:
13.有鉴于此,本发明提供了一种航空变截面曲率构件的组合成形方法,以解决现有技术中采用等截面型材直接拉弯成形,则会由于型材不同位置截面角度变形量不同,造成截面贴模精度差,甚至发生截面畸变、型材扭曲等缺陷,难以通过手工校形进行修复,导致零件报废的问题。
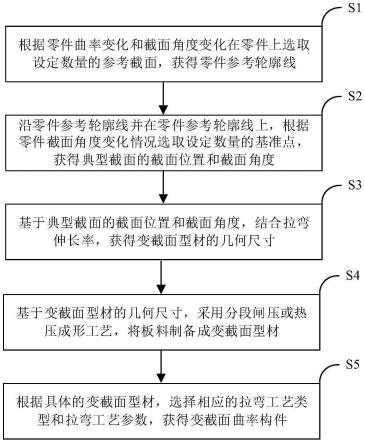
14.本发明提供了一种航空变截面曲率构件的组合成形方法,包括:
15.s1根据零件曲率变化和截面角度变化在零件上选取设定数量的参考截面,获得零件参考轮廓线;
16.s2沿所述零件参考轮廓线并在所述零件参考轮廓线上,根据零件截面角度变化情况选取设定数量的基准点,获得典型截面的截面位置和截面角度,其中,典型截面是根据零件截面角度变化程度选取,是基准面与零件相交所形成的截面,基准面是通过基准点的一个无边界平面;
17.s3基于所述典型截面的截面位置和截面角度,结合拉弯伸长率,获得变截面型材的几何尺寸;
18.s4基于所述变截面型材的几何尺寸,采用分段闸压或热压成形工艺,将板料制备成变截面型材;
19.s5根据具体的所述变截面型材,选择相应的拉弯工艺类型和拉弯工艺参数,获得变截面曲率构件。
20.进一步地,所述s1,包括:
21.s11根据零件曲率变化和截面角度变化在零件上选取设定数量
22.的参考截面,
23.计算各参考截面的形心,其中,参考截面就是以零件上设定角度的截面作为参考截面;
24.s12通过连接各参考截面的形心,形成所述零件参考轮廓线。
25.进一步地,所述s1中零件上每1000mm长度范围内至少包含两个参考截面,整个零件长度范围内至少包含五个参考截面,且所述参考截面的法线垂直于所述零件在所述参考截面位置的曲率方向。
26.进一步地,所述s12中形心的连接方式需与对应零件段的曲率变化方式保持一致,其中,形心的连接方式包括圆弧、抛物线、b样条曲线等。
27.进一步地,所述s2,包括:
28.s21沿零件参考轮廓线并在所述零件参考轮廓线上,根据零件截面角度变化情况选取设定数量的基准点,通过所述基准点做基准面;
29.s22从所述基准面上截取所述典型截面,获得所述典型截面的截面位置和截面角度。
30.进一步地,所述s2,还包括:
31.所述零件截面角度每变化10
°
的长度范围内应至少包含两个基准点,所述基准面的法线应垂直于零件参考轮廓线在该基准点处的曲率方向。
32.进一步地,所述s3,包括:
33.s31基于所述典型截面的截面位置和截面角度,结合拉弯伸长率,确定典型截面在变截面型材上的初始截面位置和初始截面角度;
34.s32基于所述变截面型材上的初始截面位置li和初始截面角度,确定变截面型材的整体外形几何尺寸。
35.进一步地,所述s31中初始截面位置,通过所述基准点在所述零件参考轮廓线上的位置对应的弧长与零件的伸长率计算获得,初始截面角度αi较典型截面的截面角度小10
°
~12
°
。
36.进一步地,所述初始截面位置的计算式如下:
[0037][0038]
其中,li是变截面型材的第i个初始截面与第1个初始截面之间的长度,li是第i个与第1个典型截面之间在零件参考轮廓线上对应的弧长,δ是零件的拉弯伸长率。
[0039]
进一步地,所述s5中拉弯工艺类型包括室温拉弯和热拉弯,所述拉弯工艺参数包括拉伸力、预拉量、包覆过程变形控制系数、补拉量、包覆角度、成形速度、成形温度、蠕变时间和控温冷却速率。
[0040]
本发明与现有技术相比存在的有益效果是:
[0041]
1.本发明通过将分段闸压/热压成形工艺与型材拉弯工艺组合,制备出变截面型材,并对其进行拉弯成形,避免了由于型材不同位置截面角度变形量不同,造成截面贴模精度差的问题;
[0042]
本发明的方案从根本上解决了变截面曲率构件成形中遇到的截面畸变严重、型材扭曲等问题。
[0043]
3.本发明有效提高变截面曲率构件的成形质量,提高零件合格率。
附图说明
[0044]
为了更清楚地说明本发明中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0045]
图1是本发明提供的一种航空变截面曲率构件的组合成形方法的流程图;
[0046]
图2是本发明提供的变截面曲率构件组合成形方法的典型件示意图;
[0047]
图3是本发明提供的典型件参考轮廓线的确定方法示意图;
[0048]
图4是本发明提供的典型件的典型截面位置及截面角度的确定方法示意图;
[0049]
图5是本发明提供的变截面型材的制备过程示意图;
[0050]
图6是本发明提供的典型件的拉弯成形过程示意图。
具体实施方式
[0051]
以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本发明实施例。然而,本领域的技术人员应当清楚,在没有这些具体
细节的其它实施例中也可以实现本发明。在其它情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本发明的描述。
[0052]
下面将结合附图详细说明根据本发明的一种航空变截面曲率构件的组合成形方法。
[0053]
图1是本发明提供的一种航空变截面曲率构件的组合成形方法的流程图。
[0054]
图1所示,该组合成形方法包括:
[0055]
s1,根据零件曲率变化和截面角度变化在零件上选取设定数量的参考截面,获得零件参考轮廓线。
[0056]
s1中零件上每1000mm长度范围内至少包含两个参考截面,整个零件长度范围内至少包含五个参考截面,且参考截面的法线垂直于零件在参考截面位置的曲率方向。
[0057]
s11,根据零件曲率变化和截面角度变化在零件上选取设定数量
[0058]
的参考截面,
[0059]
计算各参考截面的形心,其中,参考截面就是以零件上设定角度的截面作为参考截面;
[0060]
s12,通过连接各参考截面的形心,形成零件参考轮廓线。
[0061]
s12中形心的连接方式需与对应零件段的曲率变化方式保持一致,其中,形心的连接方式包括圆弧、抛物线、b样条曲线。
[0062]
s2,沿零件参考轮廓线并在零件参考轮廓线上,根据零件截面角度变化情况选取设定数量的基准点,获得典型截面的截面位置和截面角度,其中,典型截面是根据零件截面角度变化程度选取,是基准面与零件相交所形成的截面,基准面是通过基准点的一个无边界平面;
[0063]
s21,沿零件参考轮廓线并在零件参考轮廓线上,根据零件截面角度变化情况选取设定数量的基准点,通过基准点做基准面;
[0064]
s22,从基准面上截取典型截面,获得典型截面的截面位置和截面角度。
[0065]
s2,还包括:
[0066]
零件截面角度每变化10
°
的长度范围内应至少包含两个基准点,基准面的法线应垂直于零件参考轮廓线在该基准点处的曲率方向。
[0067]
s3,基于典型截面的截面位置和截面角度,结合拉弯伸长率,获得变截面型材的几何尺寸;
[0068]
s31,基于典型截面的截面位置和截面角度,结合拉弯伸长率,确定典型截面在变截面型材上的初始截面位置和初始截面角度;
[0069]
s31中初始截面位置,通过基准点在零件参考轮廓线上的位置对应的弧长与零件的伸长率计算获得,初始截面角度,为零件上典型截面的截面角度在变截面型材上的对应角度,初始截面角度αi较典型截面的截面角度小10
°
~12
°
。
[0070]
初始截面位置的计算式如下:
[0071][0072]
其中,li是变截面型材的第i个初始截面与第1个初始截面之间的长度,li是第i个与第1个典型截面之间在零件参考轮廓线上对应的弧长,δ是零件的拉弯伸长率。
[0073]
s32,基于变截面型材上的初始截面位置li和初始截面角度,确定变截面型材的整体外形几何尺寸。
[0074]
s4,基于变截面型材的几何尺寸,采用分段闸压或热压成形工艺,将板料制备成变截面型材;
[0075]
制备变截面型材需根据零件材料选择相应的制备工艺,若材料为铝合金,可选择室温分段闸压;若材料为钛合金等室温难成形材料,可选择热压成形工艺。
[0076]
s5,根据具体的变截面型材,选择相应的拉弯工艺类型和拉弯工艺参数,获得变截面曲率构件。
[0077]
s5中拉弯工艺类型包括室温拉弯和热拉弯,其中,拉弯工艺类型,一般可分为室温拉弯和热拉弯。室温拉弯工艺一般用于铝合金材料,工艺过程一般为:退火态预拉-固溶热处理-新淬火状态二次拉弯-时效强化热处理。热拉弯工艺一般用于钛合金等室温难成形材料,工艺过程一般为:通电自阻加热-热拉弯-热蠕变(应力松弛)-控温冷却。
[0078]
s5中拉弯工艺参数包括拉伸力、预拉量、包覆过程变形控制系数、补拉量、包覆角度、成形速度、成形温度、蠕变时间和控温冷却速率。
[0079]
实施例1
[0080]
图2是本发明提供的变截面曲率构件组合成形方法的典型件示意图。
[0081]
图2为航空变截面曲率构件典型件,零件材料为7075铝合金,截面为“l”型,腹板与翼板夹角为120
°
~140
°
,壁厚1.8mm,零件全长4712mm,为变曲率。依据图1工艺流程,其组合成形方法的具体实施步骤如下:
[0082]
图3是本发明提供的典型件参考轮廓线的确定方法示意图。
[0083]
步骤1)确定零件1的参考轮廓线2。该零件1为变曲率零件,由五段不同曲率的弧段(弧段一11~弧段五15)构成,各弧段均为圆弧;选取各弧段端面作为参考截面(参考截面一21~参考截面六26);计算各参考截面的形心(形心一31~形心六36),用圆弧连接各形心形成零件1的参考轮廓线2。
[0084]
图4是本发明提供的典型件的典型截面位置及截面角度的确定方法示意图。
[0085]
步骤2)确定零件1上典型截面的截面位置及截面角度。该零件1为变截面曲率构件,截面角度为120
°
至140
°
;以零件1的参考轮廓线2的中点作为原点,沿参考轮廓线2在其上选取基准点,截面角度每变化10
°
取一个基准点,共获得7个基准点(基准点一41~基准点七47);通过各基准点做基准面,基准面的法线垂直于参考轮廓线2在该基准点处的曲率方向;基准面与零件1相交截取典型截面(典型截面一51~典型截面七57);通过测量零件数模,获得典型截面的截面位置和截面角度。
[0086]
表1典型截面的截面位置和截面角度
[0087]
[0088][0089]
步骤3)确定变截面型材4的几何尺寸。通过各基准点在参考轮廓线2上的位置对应的弧长li与零件的拉弯伸长率δ(本实施例中δ=2%),利用公式计算获得典型截面在变截面型材4上的初始截面位置li;将零件上典型截面的截面角度减去12
°
,获得变截面型材4上对应的初始截面角度αi。
[0090]
表2变截面型材4上对应的初始截面角度αi[0091][0092][0093]
图5是本发明提供的变截面型材的制备过程示意图。
[0094]
步骤4)制备变截面型材4。根据步骤3)中确定的初始截面位置及初始截面角度,对板料3进行分段闸压。首先,将板料3闸压成夹角128
°
的型材;然后,将距离型材中心509.3mm
以外的部分闸压至118
°
;之后,将距离型材中心1347.5mm以外的部分闸压至108
°
;最后,将距离型材中心2309.8mm以外的部分闸压至90
°
;经回弹后可获得所需各截面角度的变截面型材4。
[0095]
图6是本发明提供的典型件的拉弯成形过程示意图。
[0096]
步骤5)拉弯成形变截面曲率构件1。利用数控型材拉弯机,对退火态下的变截面型材4进行预成形,夹钳5夹持变截面型材4拉弯包覆模具6,采用力控制模式,拉伸力4.2吨,成形速度0.5mm/s,包覆角度188
°
;然后,对预成形件进行固溶热处理,温度465℃,时间35~45min,之后淬火;之后,对新淬火状态的预成形件进行二次拉弯,夹钳5夹持预成形件拉弯包覆模具6,采用力控制模式,拉伸力5.3吨,成形速度0.5mm/s,包覆角度192
°
;最后,对拉弯成形后的零件进行人工时效热处理,时效温度121℃,时间23.5~25.5小时,获得时效强化后的变截面曲率构件1。
[0097]
上述零件为某型客机实用零件,直接使用等截面型材成形,存在截面贴模精度差,角度偏差在5
°
以上,需大量人工敲修,生产周期长等问题,甚至发生严重截面畸变,无法敲修,零件报废。
[0098]
使用本方案成形的零件,截面角度最大偏差不超过0.5
°
,未出现截面畸变现象。有效提高了零件成形精度,减小了敲修量,提高了零件合格率。
[0099]
实施例2:
[0100]
另一航空用变截面曲率构件典型件,其材料为tc4钛合金,截面为“l”型,腹板与翼板夹角为110
°
~130
°
,壁厚2mm,零件全长4082mm。依据图1工艺流程,其组合成形方法的具体实施步骤如下:
[0101]
步骤1)确定零件的参考轮廓线。该零件为等曲率零件,在零件上选取六个参考截面(参考截面一~参考截面六);计算各参考截面的形心(形心一~形心六),用圆弧连接各形心形成零件的参考轮廓线。
[0102]
步骤2)确定零件上典型截面的截面位置及截面角度。该零件为变截面曲率构件,截面角度为110
°
至130
°
;以零件的参考轮廓线的中点作为原点,沿参考轮廓线在其上选取基准点,截面角度每变化10
°
取一个基准点,共获得7个基准点(基准点一~基准点七);通过各基准点做基准面,基准面的法线垂直于参考轮廓线在该基准点处的曲率方向;基准面与零件相交截取典型截面(典型截面一~典型截面七);通过测量零件数模,获得典型截面的截面位置和截面角度。
[0103]
表3典型截面的截面位置和截面角度
[0104]
[0105][0106]
步骤3)确定变截面型材的几何尺寸。通过各基准点在参考轮廓线上的位置对应的弧长li与零件的拉弯伸长率δ(本实施例中δ=1.5%),利用公式计算获得典型截面在变截面型材上的初始截面位置li;将零件上典型截面的截面角度减去12
°
,获得变截面型材上对应的初始截面角度αi。
[0107]
表4变截面型材上对应的初始截面角度αi[0108] 初始截面位置li初始截面角度αi典型截面一-2010.898
°
典型截面二-1340.698
°
典型截面三-670.2108
°
典型截面四0118
°
典型截面五670.2108
°
典型截面六1340.698
°
典型截面七2010.898
°
[0109]
步骤4)制备变截面型材。根据步骤3)中确定的初始截面位置及初始截面角度,对板料进行热压成形;成形温度720℃,成形压力15吨,保压时间15min;获得所需各截面角度的变截面型材。
[0110]
步骤5)拉弯成形变截面曲率构件。对变截面型材进行通电自阻加热,在5min内将型材加热至720℃;保持成形温度将型材拉弯贴模,拉伸力8吨,成形速度0.2mm/s,包覆角度180
°
;保持温度和夹钳位置不变,使型材发生在线应力松弛,松弛时间20min;以50℃/min的速率对零件进行控温冷却,当温度降到200℃,进行卸载,空冷,从而获得最终变截面曲率构件。需要说明的是,拉弯过程中,可以采用位移控制模式,数控拉弯机按照预定拉弯轨迹对热状态下的变截面型材进行拉弯成形。
[0111]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[0112]
上述零件直接使用等截面型材成形时,截面贴模精度极差,大角度变形处发生严重截面畸变,无法敲修修复,导致零件无法正常生产。
[0113]
使用本方案成形,截面角度最大偏差可控制在0.5
°
以内,未出现截面畸变现象。有
效提高了零件成形精度,减小了敲修量,提高了零件合格率。
[0114]
上述所有可选技术方案,可以采用任意结合形成本技术的可选实施例,在此不再一一赘述。
[0115]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1