一种小型封头冲压模具的制作方法
本发明属于模具,具体涉及一种小型封头冲压模具。
背景技术:
1、某项目密封箱室,工作环境特殊,内部有放射性或有毒介质,因此箱内不能有积液现象,根据设计图纸,箱体底部地漏结构为一圆形的薄壁件,具体参数为厚度3mm,直径为100,周边为r20曲面的圆形盘,只能采取机械加工或冲压的方式得到成品。
技术实现思路
1、本发明针对现有技术的缺陷,提供一种小型封头冲压模具。
2、本发明是这样实现的:一种小型封头冲压模具,其中,包括上模和下模,上模和下模均为圆形零件,尺寸相互匹配。
3、如上所述的一种小型封头冲压模具,其中,上模为圆柱形零件,顶面开有凹槽。
4、如上所述的一种小型封头冲压模具,其中,上模的侧壁到底面的过渡面为圆弧。
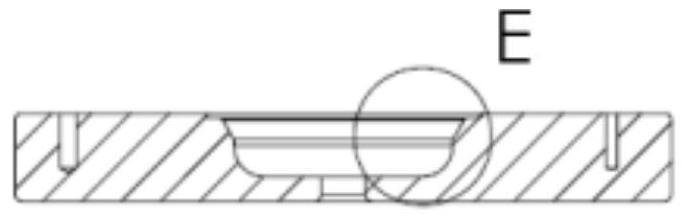
5、如上所述的一种小型封头冲压模具,其中,下模为圆柱形零件,中心开有圆环状的凹槽,在下模的顶面开有螺纹孔。
6、如上所述的一种小型封头冲压模具,其中,下模中心的圆环状凹槽共有4层,从下到上直径依次扩大,下层凹槽的最大直径为上层凹槽的最小直径。
7、如上所述的一种小型封头冲压模具,其中,下模中心的圆环状凹槽从上向下的第一层和第三层为圆柱形凹槽,第二层为截面为梯形的凹槽,最下层凹槽侧面到底面的过渡面为弧形。
8、如上所述的一种小型封头冲压模具,其中,螺纹孔共设有4个,均匀的设置在下模的顶面上。
9、本发明的显著效果是:1、采用压型的方式,节省了机加资源,且压型的效率高,压型过程中未出现报废件,为设备节省了生产周期。
10、2、由于采用上、下模,压型的外形尺寸统一,曲面各r角均匀,互换性强。
11、3、采用45号钢,调质处理,模具的强度较高,重复利用率较高。
12、4、下模上表面留3mm与圆形盘展开料同样尺寸的台阶,便于压型时找正,上、下模中心位置均留有排气孔便于压型。
13、5、可重复使用,外形尺寸一样,可以继续使用进行批量化生产,利用率高,节省成本。为后续其它曲面薄壁的不规则产品、箱体圆角的加工提供了宝贵经验。
技术特征:
1.一种小型封头冲压模具,其特征在于:包括上模和下模,上模和下模均为圆形零件,尺寸相互匹配。
2.如权利要求1所述的一种小型封头冲压模具,其特征在于:上模为圆柱形零件,顶面开有凹槽。
3.如权利要求2所述的一种小型封头冲压模具,其特征在于:上模的侧壁到底面的过渡面为圆弧。
4.如权利要求1所述的一种小型封头冲压模具,其特征在于:下模为圆柱形零件,中心开有圆环状的凹槽,在下模的顶面开有螺纹孔。
5.如权利要求4所述的一种小型封头冲压模具,其特征在于:下模中心的圆环状凹槽共有4层,从下到上直径依次扩大,下层凹槽的最大直径为上层凹槽的最小直径。
6.如权利要求5所述的一种小型封头冲压模具,其特征在于:下模中心的圆环状凹槽从上向下的第一层和第三层为圆柱形凹槽,第二层为截面为梯形的凹槽,最下层凹槽侧面到底面的过渡面为弧形。
7.如权利要求6所述的一种小型封头冲压模具,其特征在于:螺纹孔共设有4个,均匀的设置在下模的顶面上。
技术总结
本发明属于模具,具体涉及一种小型封头冲压模具。一种小型封头冲压模具,其中,包括上模和下模,上模和下模均为圆形零件,尺寸相互匹配。本发明的显著效果是:1、采用压型的方式,节省了机加资源,且压型的效率高,压型过程中未出现报废件,为设备节省了生产周期。2、由于外形尺寸统一,曲面各R角均匀,互换性强。3、采用45号钢,调质处理,模具的强度较高,重复利用率较高。4、下模上表面留3mm与圆形盘展开料同样尺寸的台阶,便于压型时找正,上、下模中心位置均留有排气孔便于压型。5、可重复使用,外形尺寸一样,可以继续使用进行批量化生产,利用率高,节省成本。为后续其它曲面薄壁的不规则产品、箱体圆角的加工提供了宝贵经验。
技术研发人员:刘鹏飞,丁正彪
受保护的技术使用者:西安核设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!