一种过滤筒一次冲压成型装置的制作方法
1.本发明涉及冲压成型装置技术领域,尤其涉及一种过滤筒一次冲压成型装置。
背景技术:
2.冲孔网过滤筒是冲孔网板的一种延伸产品,孔形呈现圆孔形状。它主要用在各种过滤行业中,用于矿业、石油、化工、食品、医药、机械制造等行业,现有的制作方式一般通过将滤网片放置在模具上冲压成型,从而制成过滤筒。
3.但将滤网冲压成过滤筒后,需人工手动取出模具中的过滤筒,无法自动将其排出,存在夹伤的风险,鉴于此,我们提出一种过滤筒一次冲压成型装置。
技术实现要素:
4.本发明的目的是针对背景技术中存在的现有积水将滤网冲压成过滤筒后,需人工手动取出模具中的过滤筒,无法自动将其排出,存在可能夹伤的问题,提出一种过滤筒一次冲压成型装置。
5.本发明的技术方案:一种过滤筒一次冲压成型装置,包括基座,所述基座的顶部设有支撑板,两个所述支撑板的顶部连接有顶板,所述顶板的底部安装有冲压气缸,所述冲压气缸的输出端设有辅助块,所述辅助块的底部连接有冲压块一,所述辅助块内设有螺栓,所述螺栓的一端连接有冲压块二,所述冲压块二的下方设有模具,所述模具的底部连接有承重板,所述承重板一侧设有转轴,一个所述转轴的一端连接有电机且另一端与承重板连接。
6.优选的,所述基座内开设有转动腔,所述转动腔内设有斜坡块,所述斜坡块的斜坡面上开设有滑槽,所述滑槽呈半圆柱型。
7.优选的,所述固定板上开设有通孔,两个所述支撑板贯穿通孔与顶板固定连接。
8.优选的,所述冲压气缸与顶板固定连接且外圈与固定板也固定连接。
9.优选的,所述冲压块一内开设有穿孔,所述冲压块二小于穿孔,所述辅助块内开设有螺纹孔,所述螺栓的一端设置在螺纹孔内。
10.优选的,所述电机固定安装在转动腔一侧腔壁中,一个所述转轴的一端与轴承连接且另一端与承重板连接。
11.优选的,所述模具的底部与承重板可拆卸连接,所述模具上开设有冲压槽。
12.与现有技术相比,本发明具有如下有益的技术效果:
13.1、本发明通过,将滤网片放置在模具上,启动冲压气缸带动辅助块下降,使得冲压块一和冲压块二向下移动,配合模具,实现将滤网片一次冲压成滤网筒,还可拧动冲压块二,使其上升至穿孔中,再次启动冲压气缸进行冲压,通过调节冲压块二与模具的位置,可根据操作者需求冲压大小不同的滤网筒,避免操作者反复更换模具被冲压装置夹伤;
14.2、本发明通过启动冲压气缸对滤网片一次冲压成型,启动电机带动转轴转动,将承重板翻转,使得冲压成型的滤网筒滑出模具,在斜坡块的作用下,滤网筒通过滑槽滑出,电机带动承重板复位,从而实现自动将滤网筒排出模具中;
15.3、综上所述,本发明结构紧凑,将滤网片一次冲压成滤网筒,同时可将滤网筒自动排出模具,通过调节冲压块二与模具的位置可将滤网片冲压成大小不同的滤网筒。
附图说明
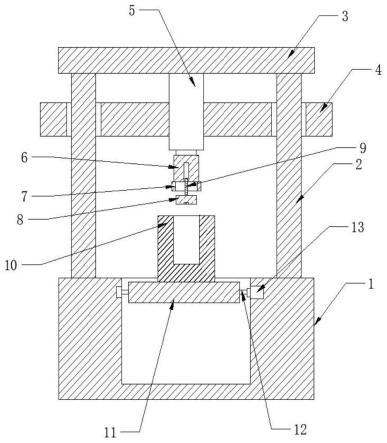
16.图1是一种过滤筒一次冲压成型装置的正视结构示意图;
17.图2是图1的等轴测立体示意图;
18.图3是图1中冲压块一与冲压块二的结构示意图;
19.图4是图1中模具的等轴测立体示意图。
20.附图标记:1、基座;2、支撑板;3、顶板;4、固定板;5、冲压气缸;6、辅助块;7、冲压块一;8、冲压块二;9、螺栓;10、模具;11、承重板;12、转轴;13、电机;14、斜坡块。
具体实施方式
21.下文结合附图和具体实施例对本发明的技术方案做进一步说明。
22.实施例一
23.如图1所示,本发明提出的一种过滤筒一次冲压成型装置,包括基座1,基座1的顶部与支撑板2固定连接,起到支撑顶板3的作用,固定板4上开设有通孔,两个支撑板2贯穿通孔与顶板3固定连接,两个支撑板2的顶部与顶板3固定连接,顶板3的底部与冲压气缸5固定连接,便于冲压过滤片,冲压气缸5的外圈与固定板4固定连接,用于加固冲压气缸5,避免工作时不稳定,两个支撑板2贯穿通孔且与固定板4连接,冲压气缸5与顶板3固定连接且与固定板4也固定连接,冲压气缸5的输出端与辅助块6连接,如图3所示,辅助块6的底部与冲压块一7固定连接,冲压块一7内开设有穿孔,用于放置冲压块二8,冲压块二8小于穿孔,便于对位置进行调节,辅助块6内开设的螺纹孔,起到辅助螺栓9移动的作用,螺栓9的一端设置在螺纹孔内,辅助块6内设置的螺栓9其一端与冲压块二8固定连接,便于对滤网片进行冲压,冲压块二8的下方设置的模具10其底部与承重板11可拆卸连接,便于将大小不同的冲压槽调节至与冲压块一7或冲压块二8相对应的位置,从而实现将滤网片一次冲压成型,同时可根据使用者需求对位置进行调节来制成大小不同的过滤筒,如图4所示,模具10上开设有冲压槽,辅助冲压气缸5冲压制成过滤筒,模具10的底部连接有承重板11。
24.本实施例中,当需要制作大的过滤筒时,通过将滤网片放置在模具10上,调节模具10,使得模具10上较大的冲压槽与冲压块一7相对应,拧动冲压块二8,使其进入穿孔中,当冲压块二8完全进入穿孔后停止,启动冲压气缸5带动辅助块6与冲压块一7向下移动,将滤网片挤压至冲压槽中,从而实现将滤网片冲压成滤网筒,需要较小的过滤筒时,将冲压块二8拧出,再次调节模具10的位置,使得较小的冲压槽与冲压块二8相对应即可,避免操作者反复更换模具被冲压装置夹伤。
25.实施例二
26.如图1所示,本发明提出的一种过滤筒一次冲压成型装置,相较于实施例一,本实施例还包括基座1,基座1内开设有转动腔,用于辅助承重板11进行翻转,斜坡块14固定安装在转动腔中,如图2所示,斜坡块14的斜坡面上开设的滑槽呈半圆柱型,便于将翻转时倒出的过滤筒排出斜坡块14中,避免后续翻转倒出的过滤筒积压在斜坡块14上,基座1的顶部设有支撑板2,两个支撑板2的顶部连接有顶板3,顶板3的底部安装有冲压气缸5,冲压块二8的
下方设置有模具10,模具10的底部与承重板11的顶部固定连接,便于冲压气缸5工作,承重板11一侧连接有转轴12,一个转轴12的一端与电机13固定连接且另一端与承重板11固定连接,用于辅助承重板11进行翻转,电机13固定安装在转动腔一侧腔壁中,用于输出动力带动承重板11进行翻转,一个转轴12的一端与轴承连接且另一端与承重板11一侧固定连接,起到辅助承重板11翻转的作用。
27.本实施例中,通过冲压气缸5与模具10的配合将滤网片冲压成滤网筒,启动电机13进行旋转,电机13的输出端带动一个转轴12旋转,承重板11在旋转的作用下翻转,另一个转轴12辅助承重板11进行翻转,承重板11翻转将模具10内的滤网筒排出冲压槽进入滑槽中,过滤筒通过滑槽排出,电机13带动承重板11复位继续冲压,从而实现将冲压好的过滤筒自动排出。
28.上述具体实施例仅仅是本发明的几种优选的实施例,基于本发明的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
技术特征:
1.一种过滤筒一次冲压成型装置,包括基座(1),其特征在于:所述基座(1)的顶部设有支撑板(2),两个所述支撑板(2)的顶部连接有顶板(3),所述顶板(3)的底部安装有冲压气缸(5),所述冲压气缸(5)的输出端设有辅助块(6),所述辅助块(6)的底部连接有冲压块一(7),所述辅助块(6)内设有螺栓(9),所述螺栓(9)的一端连接有冲压块二(8),所述冲压块二(8)的下方设有模具(10),所述模具(10)的底部连接有承重板(11),所述承重板(11)一侧设有转轴(12),一个所述转轴(12)的一端连接有电机(13)且另一端与承重板(11)连接。2.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述基座(1)内开设有转动腔,所述转动腔内设有斜坡块(14),所述斜坡块(14)的斜坡面上开设有滑槽,所述滑槽呈半圆柱型。3.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述固定板(4)上开设有通孔,两个所述支撑板(2)贯穿通孔与顶板(3)固定连接。4.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述冲压气缸(5)与顶板(3)固定连接且外圈与固定板(4)也固定连接。5.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述冲压块一(7)内开设有穿孔,所述冲压块二(8)小于穿孔,所述辅助块(6)内开设有螺纹孔,所述螺栓(9)的一端设置在螺纹孔内。6.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述电机(13)固定安装在转动腔一侧腔壁中,一个所述转轴(12)的一端与轴承连接且另一端与承重板(11)连接。7.根据权利要求1所述的一种过滤筒一次冲压成型装置,其特征在于,所述模具(10)的底部与承重板(11)可拆卸连接,所述模具(10)上开设有冲压槽。
技术总结
本发明涉及冲压成型装置技术领域,尤其涉及一种过滤筒一次冲压成型装置。其主要针对背景技术中存在的现有积水将滤网冲压成过滤筒后,需人工手动取出模具中的过滤筒,无法自动将其排出,存在可能夹伤的问题,提出如下技术方案:包括基座,所述基座的顶部设有支撑板,两个所述支撑板的顶部连接有顶板,所述顶板的底部安装有冲压气缸,所述冲压气缸的输出端设有辅助块,所述辅助块的底部连接有冲压块一。本发明结构紧凑,将滤网片一次冲压成滤网筒,同时可将滤网筒自动排出模具,通过调节冲压块二与模具的位置可将滤网片冲压成大小不同的滤网筒,主要应用于过滤筒一次冲压成型装置。主要应用于过滤筒一次冲压成型装置。主要应用于过滤筒一次冲压成型装置。
技术研发人员:樊德洪 樊慧勋 龚燕飞
受保护的技术使用者:绍兴市上虞绿叶制冷有限公司
技术研发日:2022.05.30
技术公布日:2022/9/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1