洗碗机内胆加工方法及模具与流程
本发明涉及洗碗机,具体提供一种洗碗机内胆加工方法及模具。
背景技术:
1、随着人们生活水平的提高,洗碗机逐步成为厨房必不可少的家用电器。现有的洗碗机包括内胆及框架结构,内胆位于框架结构的内侧,内胆呈u型状,且顶部的两角为弧形。内胆靠近洗碗机门口的一端呈台阶状,且靠近门口的一端位于外侧。
2、现有技术中内胆的加工方式为先在平板坯件上加工出台阶和孔洞等部位,然后通过设备对带有台阶的平板坯件进行折弯,形成内胆弧形处。但是,这种加工方式在弧形处,尤其是位于台阶外侧的弧形部会存在褶皱等外观缺陷。
3、因此,亟需一种洗碗机内胆加工方法及模具来解决上述技术问题。
技术实现思路
1、本发明旨在解决上述技术问题,即,解决现有加工方法容易导致内胆位于台阶外侧的弧形部存在褶皱等外观缺陷的问题。
2、在第一方面,本发明提供一种洗碗机内胆加工方法,该方法包括如下步骤:
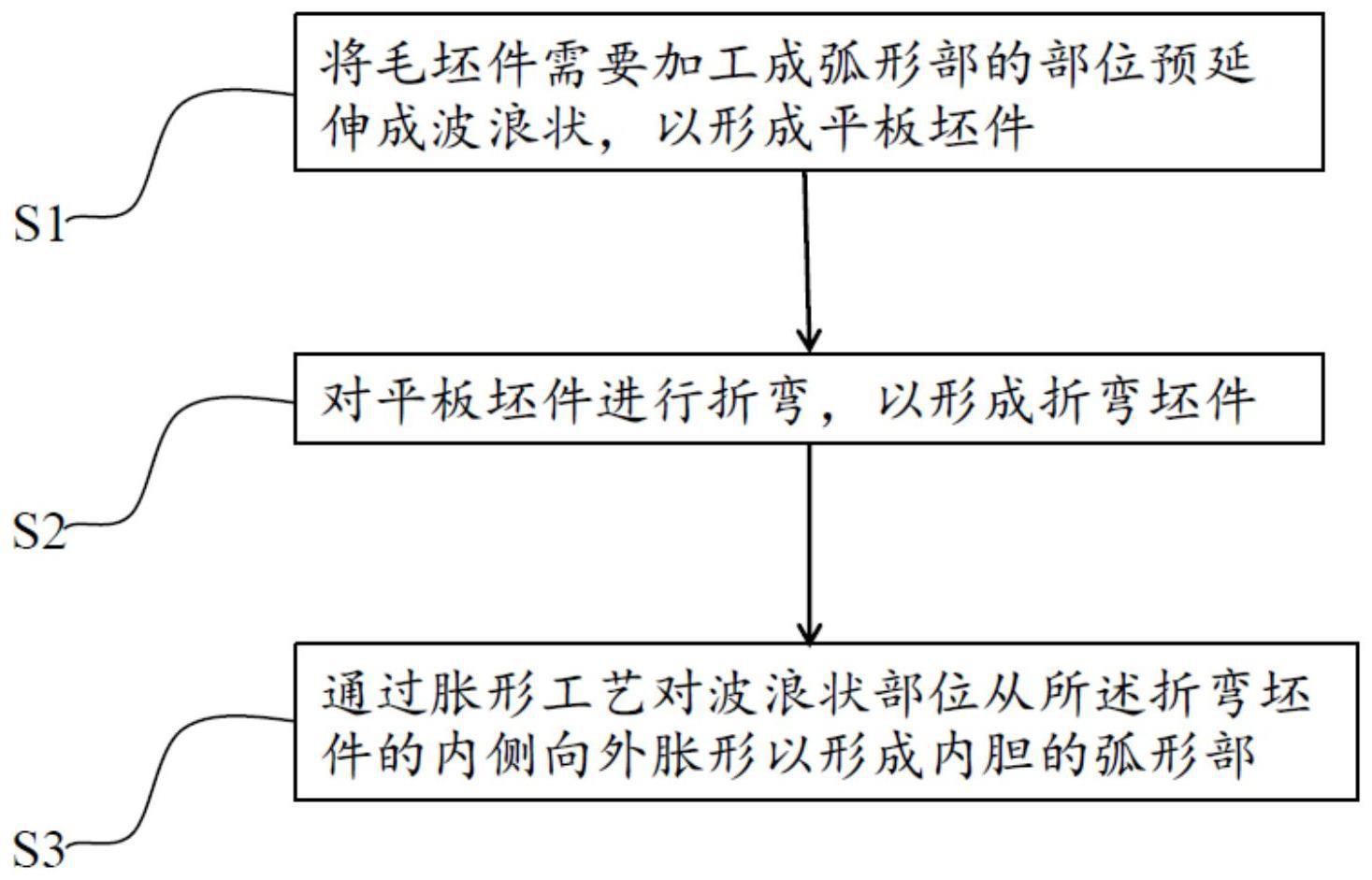
3、s1、将毛坯件需要加工成弧形部的部位预延伸成波浪状,以形成平板坯件;
4、s2、对平板坯件进行折弯,以形成折弯坯件;
5、s3、通过胀形工艺对波浪状部位从所述折弯坯件的内侧向外胀形以形成内胆的弧形部。
6、在上述洗碗机内胆加工方法的具体实施方式中,步骤s2具体包括:将平板坯件折成u型状,以形成u型坯件。
7、在上述洗碗机内胆加工方法的具体实施方式中,所述洗碗机内胆加工方法还包括在步骤s1之前进行的步骤s0:
8、s0、在毛坯件上加工台阶和孔洞。
9、在上述洗碗机内胆加工方法的具体实施方式中,所述洗碗机内胆加工方法还包括在步骤s3之前进行的步骤s30:
10、s30、固定所述u型坯件。
11、在上述洗碗机内胆加工方法的具体实施方式中,通过模具将毛坯件加工成平板坯件;并且/或者
12、通过模具将所述平板坯件折成所述u型坯件;并且/或者
13、通过模具并采用所述胀形工艺将所述u型坯件加工成所述内胆。
14、在上述洗碗机内胆加工方法的具体实施方式中,所述u型坯件包括依次连接的第一直边段、第一波浪段、第二直边段、第二波浪段及第三直边段。
15、在上述洗碗机内胆加工方法的具体实施方式中,同时对所述第一波浪段及所述第二波浪段从内侧向外胀形;或者
16、依次对所述第一波浪段和所述第二波浪段从内侧向外胀形。
17、在第二方面,本发明提供一种洗碗机内胆加工模具,所述加工模具包括:
18、第一模具,其用于对所述毛坯件需要加工成弧形部的部位预延伸成波浪状;
19、第二模具,其用于对平板坯件进行折弯以形成折弯坯件;
20、第三模具,其用于通过胀形工艺对波浪状部位从所述折弯坯件的内侧向外胀形以形成内胆的弧形部。
21、在上述洗碗机内胆加工模具的具体实施方式中,所述第一模具包括第一模芯和第一模壳,其中所述第一模壳设置有波浪形的第一加工面,所述第一模芯设置有与所述第一加工面相配合的呈波浪形的第二加工面,所述第一加工面和所述第二加工面相配合以将所述毛坯件需要加工成弧形部的部位预延伸成波浪状;
22、所述第二模具包括第二固定模芯和两个第二折弯模芯,所述第二固定模芯底部的两个角为凸弧部,所述第二固定模芯的底部用于固定所述平板坯件内侧的中间部位,两个所述第二折弯模芯分别与两个所述凸弧部对应设置,所述第二折弯模芯设置有弧形槽,所述第二固定模芯和所述第二折弯模芯相配合以将所述平板坯件折弯成u型坯件;
23、所述第三模具包括胀形模芯,所述胀形模芯用于向外胀形所述u型坯件的波浪状部位。
24、在上述洗碗机内胆加工模具的具体实施方式中,所述加工模具还包括第四模具,所述第四模具包括第四模芯和第四模壳,所述第四模芯伸入到所述u型坯件的内侧,所述第四模壳罩在所述u型坯件的外侧,所述第四模芯和所述第四模壳相配合以夹持固定所述u型坯件。
25、在采用上述技术方案的情况下,本发明先将毛坯件需要加工成弧形部的部位预延伸成波浪状,然后通过胀形工艺对波浪状部位从内向外胀形以形成内胆的弧形部,由于经过了预延伸,且预延伸为平滑的波浪形,在向外胀形过程中只需少量延伸即可,向外胀形可以保证弧形部的光滑度,使弧形部不会出现褶皱等外观缺陷。
26、再者,通过模具进行预延伸、折弯和胀形,加工效率高,而且前期只需加工模具即可,有效降低生产成本与前期投入,并且节省了前期设备的设计加工时间,能够缩短项目整体周期。
技术特征:
1.一种洗碗机内胆加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的洗碗机内胆加工方法,其特征在于,步骤s2具体包括:将平板坯件折成u型状,以形成u型坯件。
3.根据权利要求1或2所述的洗碗机内胆加工方法,其特征在于,所述洗碗机内胆加工方法还包括在步骤s1之前进行的步骤s0:
4.根据权利要求2所述的洗碗机内胆加工方法,其特征在于,所述洗碗机内胆加工方法还包括在步骤s3之前进行的步骤s30:
5.根据权利要求2所述的洗碗机内胆加工方法,其特征在于,通过模具将毛坯件加工成平板坯件;并且/或者
6.根据权利要求2所述的洗碗机内胆加工方法,其特征在于,所述u型坯件包括依次连接的第一直边段(1)、第一波浪段(10)、第二直边段(3)、第二波浪段(20)及第三直边段(5)。
7.根据权利要求6所述的洗碗机内胆加工方法,其特征在于,同时对所述第一波浪段(10)及所述第二波浪段(20)从内侧向外胀形;或者
8.一种洗碗机内胆加工模具,其特征在于,所述加工模具包括:
9.根据权利要求8所述的洗碗机内胆加工模具,其特征在于,所述第一模具包括第一模芯和第一模壳,其中所述第一模壳设置有波浪形的第一加工面,所述第一模芯设置有与所述第一加工面相配合的呈波浪形的第二加工面,所述第一加工面和所述第二加工面相配合以将所述毛坯件需要加工成弧形部的部位预延伸成波浪状;
10.根据权利要求9所述的洗碗机内胆加工模具,其特征在于,所述加工模具还包括第四模具,所述第四模具包括第四模芯和第四模壳,所述第四模芯伸入到所述u型坯件的内侧,所述第四模壳罩在所述u型坯件的外侧,所述第四模芯和所述第四模壳相配合以夹持固定所述u型坯件。
技术总结
本发明涉及洗碗机技术领域,具体提供一种洗碗机内胆加工方法及模具,旨在解决现有加工方法容易导致内胆位于台阶外侧的弧形部存在褶皱等外观缺陷的问题。为此,本发明的洗碗机内胆加工方法包括如下步骤:S1、将毛坯件需要加工成弧形部的部位预延伸成波浪状,以形成平板坯件;S2、对平板坯件进行折弯,以形成折弯坯件;S3、通过胀形工艺对波浪状部位从折弯坯件的内侧向外胀形以形成内胆的弧形部。先预延伸成波浪状,然后通过胀形工艺对波浪状部位从内向外胀形以形成内胆的弧形部,由于经过了预延伸,且预延伸为平滑的波浪形,在向外胀形过程中只需少量延伸即可,向外胀形可以保证弧形部的光滑度,使弧形部不会出现褶皱等外观缺陷。
技术研发人员:杨林,吴奕乐,董媛媛,王科,孙洪起,耿庆峰,苑明锴,王晓伟
受保护的技术使用者:重庆海尔洗涤电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!