一种压电超声驱动金属板材拉深成形装置及方法
本发明属于材料加工成形,具体涉及一种压电超声驱动金属板材拉深成形装置及方法。
背景技术:
1、拉深成形是通过模具对板料施加复杂的外力,引发板内出现复杂的应力状态,促使板料产生理想方向的流动,在装备制造生产过程中,占有极其重要的地位。对高性能、高可靠性、轻量化与功能高效化结构零件需求应运而生。这类零件应用环境大多极端苛刻,一般采用难变形轻质高强材料,常温下塑形较差,容易起皱、破裂,且具有形状复杂、高精度、薄壁、大小几何尺寸极端结合的特征,使其精确拉深成形面临巨大挑战。
2、针对上述问题,学者们开发了诸多新颖、独特的拉深成形工艺。其中,超声振动辅助成形是一种先进的高能快速成形技术。在板材变形过程中辅以超声能场,利用超声能场激励产生的表面效应和体积效应,可以有效提高难成形材料成形极限和产品表面质量,同时减小材料变形抗力,在降低成形设备吨位和生产成本方面展示出明显优势。虽然利用超声表面效应降低了板坯与模具之间的摩擦阻力,但是伴随金属塑性动态变形,高压接触区域新摩擦面产生并不断变化使润滑效果受限;此外,目前薄壁构件超声辅助拉深成形中多为整体式一维往复纵振或径向振动,这种模式虽然能降低金属成形力,提高工件表面质量,但对于一些复杂薄壁构件由于各区域变形规律及受力状态各异,整体式一维往复振动难以达到理想成形效果。
3、因此,迫切需要发展轻质材料复杂薄壁构件高性能精确成形制造新原理新技术,满足装备与产业发展的需求。
技术实现思路
1、本发明的目的是提高金属板材拉深的工件表面质量、提高难成形材料成形极限,提供一种压电超声驱动金属板材拉深成形装置及方法。
2、本发明解决其技术问题所采用的技术方案是:
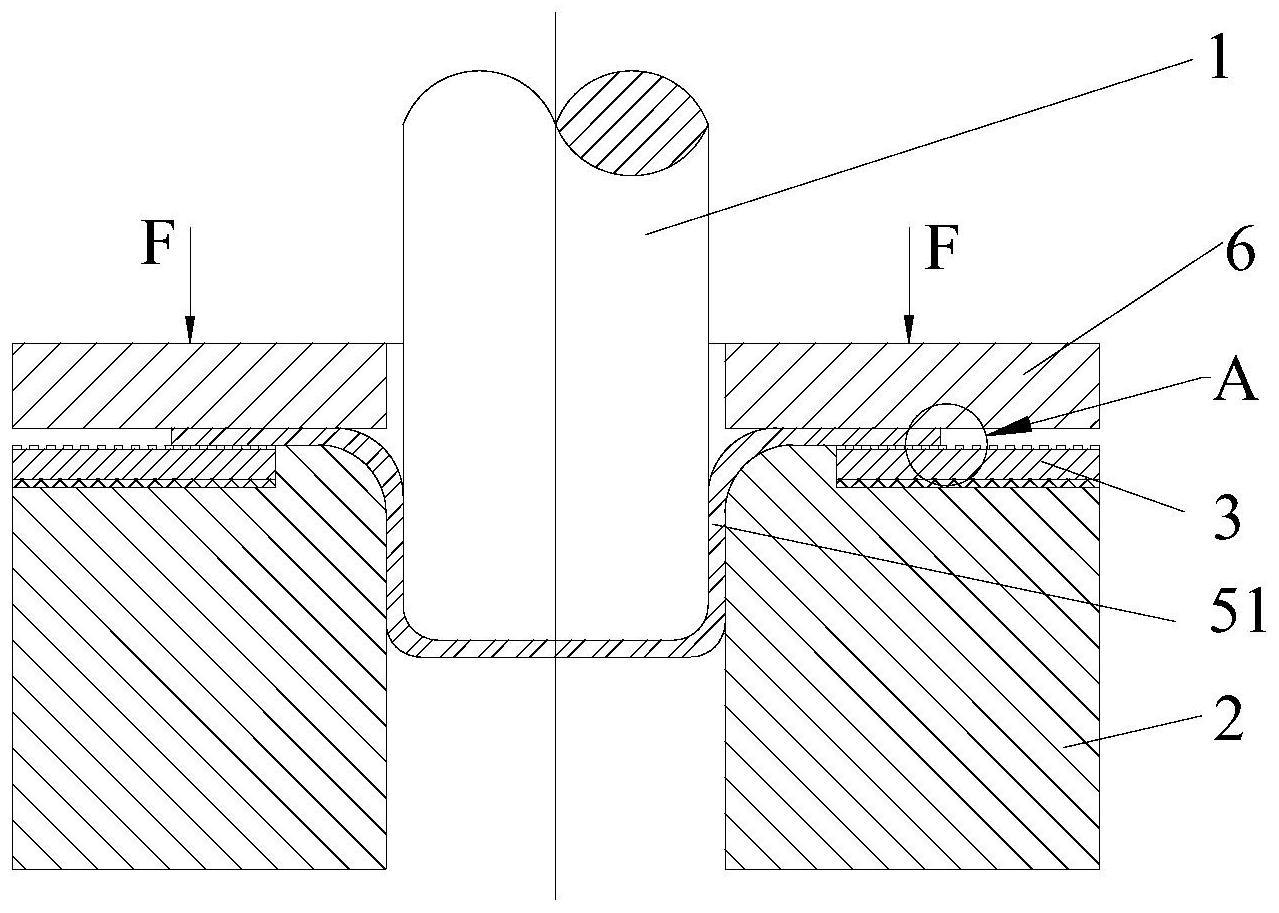
3、一种压电超声驱动金属板材拉深成形装置,包括凹模主体和冲头,其特征在于:所述凹模主体的放置端面上设置有超声驱动模块,所述超声驱动模块包括:模具嵌块和压电陶瓷片,所述压电陶瓷片位于模具嵌块和所述放置端面之间,所述金属板材放置在模具嵌块上,通过压边圈将所述金属板材压在放置端面上;压电陶瓷片连接超声发生装置。
4、进一步地,在板材拉深时金属板材变形不均匀较剧烈的位置设置所述超声驱动模块;所述超声驱动模块嵌设在所述放置端面的部分区域,所述模具嵌块的上表面与放置端面的其他区域相平齐。
5、进一步地,所述模具嵌块包括嵌块本体和设置在所述嵌块本体上的多个凸起。
6、进一步地,所述凸起为长方体或半球体。
7、本发明还公开了一种压电超声驱动金属板材拉深成形方法,包括以下步骤:
8、s1、将金属板材放置在凹模主体和压边圈之间,并对压边圈施加压力压紧金属板材;
9、s2、对冲头施加压力,同时开启超声发生装置,利用压电陶瓷片的逆压电效应在模具嵌块的模态频率上激发出模态响应;模具嵌块的凸起通过上下波动实现初始位-波峰-中间位-波谷-初始位的循环变换,在压边圈压力的作用下实现模具嵌块以椭圆轨迹单向连续摩擦驱动金属板材。
10、进一步地,金属板材在冲头压力和超声驱动模块驱动力的联合作用下逐渐贴紧凹模主体的模腔。
11、更进一步地,在模具嵌块的模态频率上激发出两个等幅值、时间和空间相差π/2的模态响应,这两个响应叠加成不断单向行进的行波。
12、本发明的一种压电超声驱动金属板材拉深成形装置及方法的有益效果是:
13、1、本发明采用超声驱动模块可在金属板材尤其是复杂薄壁构件危险变形区域表面实施定向、定量驱动力加载,将传统变形中有害的摩擦阻力转换成有益摩擦动力,起到主动推送板坯入模腔的效果。
14、2、本发明使用超声驱动辅助可提高金属板材拉深成形极限和产品表面质量,同时减小材料变形抗力,降低成形设备吨位和生产成本,通过对超声驱动力大小、区域分布以及冲头压力实施主动协调和智能控制,以满足高性能精度成形要求。
技术特征:
1.一种压电超声驱动金属板材拉深成形装置,包括凹模主体(2)和冲头(1),其特征在于:所述凹模主体(2)的放置端面(21)上设置有超声驱动模块,所述超声驱动模块包括:模具嵌块(3)和压电陶瓷片(4),所述压电陶瓷片(4)位于模具嵌块(3)和所述放置端面(21)之间,所述金属板材(5)放置在模具嵌块(3)上,通过压边圈(6)将所述金属板材(5)压在放置端面(21)上;压电陶瓷片(4)连接超声发生装置。
2.根据权利要求1所述的一种压电超声驱动金属板材拉深成形装置,其特征在于:在板材拉深时金属板材(5)变形不均匀较剧烈的位置设置所述超声驱动模块;所述超声驱动模块嵌设在所述放置端面(21)的部分区域,所述模具嵌块(3)的上表面与放置端面(21)的其他区域相平齐。
3.根据权利要求1所述的一种压电超声驱动金属板材拉深成形装置,其特征在于:所述模具嵌块(3)包括嵌块本体(31)和设置在所述嵌块本体(31)上的多个凸起(32)。
4.根据权利要求3所述的一种压电超声驱动金属板材拉深成形装置,其特征在于:所述凸起(32)为长方体或半球体。
5.一种压电超声驱动金属板材拉深成形方法,利用权利要求1所述的拉深成形装置,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种压电超声驱动金属板材拉深成形方法,其特征在于:金属板材(5)在冲头(1)压力和超声驱动模块的驱动的联合作用下逐渐贴紧凹模主体(2)的模腔(22)。
7.根据权利要求5或6所述的一种压电超声驱动金属板材拉深成形方法,其特征在于:在模具嵌块(3)的模态频率上激发出两个等幅值、时间和空间相差π/2的模态响应,这两个响应叠加成不断单向行进的行波。
技术总结
本发明属于材料加工成形技术领域,具体涉及一种压电超声驱动金属板材拉深成形装置及方法,本发明的拉深成形装置包括凹模主体和冲头,凹模主体的放置端面上设置有超声驱动模块,超声驱动模块包括:模具嵌块和压电陶瓷片,压电陶瓷片位于模具嵌块和放置端面之间,金属板材放置在模具嵌块上,通过压边圈将金属板材压在放置端面上;压电陶瓷片连接超声发生装置。本发明采用超声驱动模块可在金属板材尤其是复杂薄壁构件危险变形区域表面实施定向、定量驱动力加载,将传统变形中有害的摩擦阻力转换成为有益摩擦动力,起到主动推送板坯入模腔的效果。
技术研发人员:曹秒艳,宋鹏飞,胡晗,李云峰
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!