一种锁底焊接接头的制作方法
1.本发明属于机械加工领域,涉及一种锁底焊接接头。
背景技术:
2.油箱舱壳体主要由n节油箱和端框组成;油箱与油箱之间通过端框连接拼焊成为独立的密闭腔室,油箱的截面形状近似不等边的六边形结构,油箱壳体的整体长度约3346mm,涉及焊缝数量多达10条以上,端框轮廓外包络直径尺寸φ640mm;油箱材质主要为5a06铝合金,待焊位置厚度4mm,焊接方法采用手工钨极氩弧焊。设计图纸对焊后整体形位公差、尺寸精度箱体密封性及焊缝质量要求较高;若焊接接头结构选用常规的对接的"i型"结构,则油箱壳体装配精度差,焊接变大,难以保证油箱壳体整体精度要求。因此,为保证接头装配精度和焊接变形控制,油箱壳体焊接接头形式需选用锁底结构,采用传统的锁底焊接接头焊接,焊缝易存在裂纹、未熔合、未焊透以及链状的气孔夹杂等焊接缺陷,无法满足设计指标和产品性能要求。
技术实现要素:
3.本发明的目的是克服现有技术中的不足,提供一种锁底焊接接头。该接头结构便于加工,便于焊接,焊接缺陷少,合格率高,焊接接头强度满足焊接技术标准要求的i级对焊缝强度。
4.为了达到上述目的,本发明采用了下列技术方案:
5.一种锁底焊接接头,包括锁底件和被锁底件,所述锁底件的坡口角度a为35
°‑
45
°
,锁底件的钝边宽度d为1.4-1.6mm,锁底件的钝边厚度h为0.8-1.0mm;所述被锁底件与锁底件连接。
6.作为优选方式,所述锁底件的钝边设有半圆孔。
7.进一步优选,所述半圆孔直径为2mm。
8.进一步优选,所述半圆孔设有多个,孔距5mm。
9.焊接成形时其焊接坡口结构尺寸合理性直接影响着焊缝质量及焊接变形,坡口角度过小,易产生较多的焊接缺陷,坡口角度过大,易产生较大的焊接变形。发明人结合油箱壳体母材焊接厚度4mm及试验效果,确定坡口角度为35~45
°
最佳;根据试验结果钝边尺寸宽度确定为1.5mm
±
0.1,厚度确定为0.8~1.0mm。目的在于,手工钨极氩弧焊接焊缝金属熔池在结晶过程中背面焊缝成形良好,防止焊缝金属熔池因其两侧厚度差异导致散热速度不同,背面焊缝成形熔合不良;锁底接头钝边上采用ф2mm钻头开半圆孔,孔距5mm,目的在于手工钨极氩弧焊接过程中形成电弧穿孔效应,有利于焊缝熔合线充分熔合,防止气孔夹杂等线状缺陷产生,而且在较小电流下可保证焊缝良好成形,减少焊缝组织疏松和晶粒粗大。
10.本发明具有以下优点:
11.本发明适用于规则的管路结构件,又适用于异型结构件装配焊接。目前该发明专已成功应用在航天产品锁底结构装配焊接上;即保证产品焊缝质量稳定可靠,又提高了产
品零件装配精度,具有广泛的应用前景、显著的经济和社会效益。
附图说明
12.图1为本发明结构示意图;
13.图2为锁底件结构示意图;
14.图3为锁底件开半圆孔示意图;
15.图4为被锁底件结构示意图。
16.其中:锁底件1、被锁底件2。
具体实施方式
17.下面结合附图,对本发明作详细的说明。
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
19.实施例:
20.一种锁底焊接接头,包括锁底件和被锁底件,所述锁底件的坡口角度a为35
°‑
45
°
,锁底件的钝边宽度d为1.4-1.6mm,锁底件的钝边厚度h为0.8-1.0mm;所述被锁底件与锁底件连接。所述锁底件的钝边设有半圆孔。所述半圆孔直径为2mm。所述半圆孔设有多个,孔距5mm。
21.具体生产流程为:
22.1)锁底件尺寸数控加工,并在钝边上制ф2mm半圆孔;被锁底件数控加工;2)装配锁底件和被锁底件,保证装配间隙≤0.5mm,错边≤0.5mm,注意装配前,采用干净的ф100mm铜丝轮对锁底接头表面氧化膜打磨清理,再用蘸有酒精的无尘布清洗干净表面铝粉末,防止锁底接头表面含氢元素和熔点高氧化铝(al2o3)薄膜在焊接过程中带入焊缝金属熔池,形成线状气孔夹杂;3)按照表1参数焊接及焊接接头x光透视。
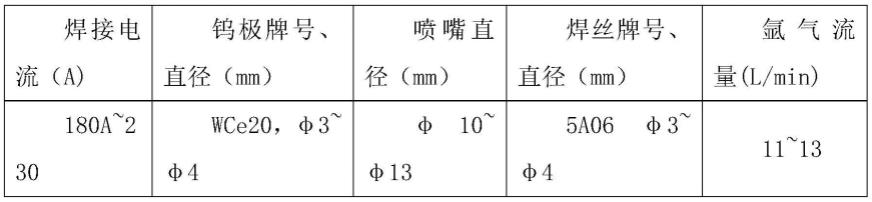
23.表1:手工钨极氩弧焊焊接参数统计表
[0024][0025]
本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
技术特征:
1.一种锁底焊接接头,其特征在于:包括锁底件和被锁底件,所述锁底件的坡口角度a为35
°‑
45
°
,锁底件的钝边宽度d为1.4-1.6mm,锁底件的钝边厚度h为0.8-1.0mm;所述被锁底件与锁底件连接。2.根据权利要求1所述的一种锁底焊接接头,其特征在于:所述锁底件的钝边设有半圆孔。3.根据权利要求2所述的一种锁底焊接接头,其特征在于:所述半圆孔直径为2mm。4.根据权利要求2所述的一种锁底焊接接头,其特征在于:所述半圆孔设有多个,孔距5mm。
技术总结
本发明公开了一种锁底焊接接头,包括锁底件和被锁底件,所述锁底件的坡口角度a为35
技术研发人员:吴江巍 罗龙飞 吴卫红 钟强 何敏 王刚 杨锦平 焉发强
受保护的技术使用者:四川航天长征装备制造有限公司
技术研发日:2022.06.22
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1