焊接用水气联合冷却和气体保护装置及安装方法与流程
焊接用水气联合冷却和气体保护装置及安装方法
1.技术领域:本发明涉及一种焊接用水气联合冷却和气体保护装置及安装方法。
2.
背景技术:
在焊接时,由于电弧热量会使焊接接头及工件温度迅速升高,温度过高会造成接头晶粒粗大,韧性降低,使焊接接头的性能降低。在焊接过程中控制层间温度是保证接头性能的有效手段,尤其是对于不锈钢、镍基合金等多在高温、腐蚀性、氧化性等极端环境服役的材料,保持较低的层间温度是保证焊接接头性能的一个必要条件。另外,为了保证不锈钢、镍基合金等等易氧化材料焊缝表面不被氧化,对于已焊接完成的高温焊缝还需要进行惰性气体保护以防止氧化。
3.在管子(或管道)对接环缝焊接过程中,层间温度的控制方式包括自然冷却、喷水冷却、气体冷却几种方式。自然冷却的方式需要较长的等待时间方能继续焊接,生产效率低下;喷水冷却的方式由于喷射的水流及装置对电弧、焊工的干扰而无法用于手工焊接、全位置焊接;气体冷却由于气体依靠对流传热,其冷却效率低下。对已焊接完成的高温焊缝的防氧化保护包括采用惰性气体直吹及采用气体保护罩的方式,焊接过程中由于高温焊缝沿焊接方向的持续移动,需要实时移动保护气体位置,此操作无法由正在施焊的焊工完成而需要增加额外的操作人员,造成制造成本增加。
4.
技术实现要素:
本发明的目的是提供一种焊接用水气联合冷却和气体保护装置及安装方法。
5.上述的目的通过以下的技术方案实现:一种焊接用水气联合冷却和气体保护装置,其组成包括装置主体、冷却水箱和保护气瓶;所述的冷却水箱的出水口与所述的装置主体的进水口通过进水管路连通,所述的装置主体的出水口与所述的冷却水箱的回水口通过回水管路连通,焊接过程产生的热量传递至冷却水中并通过回水管路回到冷却水箱完成循环;所述的保护气瓶的出气口与所述的装置主体的进气口通过保护气管路一连通,所述的保护气瓶的回气口与所述的装置主体的出气口通过保护气管路二连通,保护气瓶的气体进入装置主体将焊接产生的热量通过对流带走。
6.所述的焊接用水气联合冷却和气体保护装置,所述的装置主体包括两块导热滑块、多块堵板和气体分配板,四根冷却水分配管与冷却水连接管组成水冷冷却组件;所述的导热滑块上的凹形槽与堵板、气体分配板形成换热室,流动的冷却水在换热室中将高温工件传导至导热滑块的热量通过冷却水带走;所述的气体分配板、端板、侧板、弧板、气体接头共同组成气冷保护组件,保护气管路中的保护气体通过气体接头进入气冷保护组件的腔室,通过气体分配板上均布于焊缝上方的小孔均匀流向焊缝表面;水冷冷却组件与气冷保护组件组成水汽联合冷却和保护组件,两组水汽联合冷却和保护组件通过连接板、闭合板和调节紧固螺钉组成装置主体。
7.所述的焊接用水气联合冷却和气体保护装置,所述的导热滑块的材料为紫铜。
8.一种焊接用水气联合冷却和气体保护装置的安装方法,该方法包括如下步骤:根据工件直径选用导热滑块与其匹配的装置主体块,导热滑块内径与管子紧密配合且能顺畅滑动,导热滑块沿圆周方向的尺寸为α1,导热滑块沿圆周方向的间距为α2,焊接工作区尺寸为α3,导热滑块沿工件轴线方向的距离为l;其中α1+α1+α2>210
°
,α1>90
°
,α2<30
°
,焊焊接接头坡口边缘距离<l,接工作区尺寸α3>90
°
,连接板、闭合板一侧加工腰形孔以适应装配误差及变形;拧开闭合板腰形孔侧的调节紧固螺钉,拧松连接板上的调节紧固螺钉,打开装置主体置于工件上;拧紧连接板紧固螺钉,将闭合板腰形孔调节紧固螺钉拧上,同时调节松紧使装置主体能沿工件圆周顺畅滑动并轴向移动装置主体使气体分配板上的出气孔置于焊缝正上方;连接进水管路与回水管路,连接保护气体管路,水气联合冷却和气体保护装置连接完毕后,根据层温控制需要可通过打开/关闭闸阀和水泵开关对焊接过程中的层间温度进行控制。
9.有益效果:1. 本发明以水、气联合冷却的高效层间温度控制方式,焊工独立实施对已焊接完成的高温焊道的防氧化保护保护,达到了控制焊接接头性能、提高生产效率、降低制造成本的目的。
10.2.本发明结构紧凑,实现了管子机械或手工全位置焊接过程中的高效的层间温度控制及对高温焊道的防氧化保护,并且可独立或联合使用,生产效率高。
11.3.本发明可由正在焊接的焊工独立完成本装置的使用达到高温焊道防氧化的目的而无需额外增加操作人员,降低制造成本。3、本发明对焊接设备的自动化水平及效率提升具有借鉴意义。
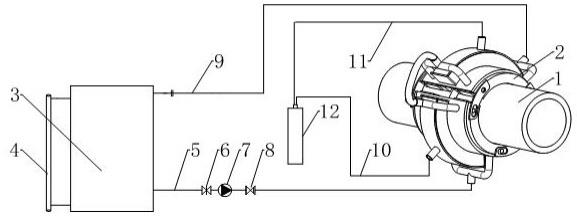
12.附图说明:附图1为本发明的结构示意图;附图2是装置主体的结构示意图;附图3是装置主体的尺寸示意图;附图4是导热滑块的结构示意图;附图5是气体分配板的结构示意图;图中:1、工件;2、装置主体;3、冷却水箱;4、液位计;5、进水管路;6、闸阀;7、水泵;8、止逆阀;9、回水管路;10、保护气管路一;11、保护气管路二;12、保护气瓶;2-1、导热滑块;2-2、堵板;2-3、气体分配板;2-4、冷却水分配管;2-5、冷却水连接管;2-6、端板;2-7、侧板;2-8、弧板;2-9、气体接头;2-10、连接板;2-11、闭合板。
13.具体实施方式:如图1所示,本装置包括装置主体2、冷却水箱3和保护气瓶12;所述的冷却水箱的出水口与所述的装置主体的进水口通过进水管路5连通,所述的装置主体的出水口与所述的冷却水箱的回水口通过回水管路9连通,在工件焊接过程中水泵7将冷却水箱3中的冷却水通过进水管路5导入装置主体2并在其中完成换热,将焊接过程产生的热量传递至冷却水中并通过回水管路9回到冷却水箱完成循环,水循环可通过闸阀6和水泵开关开启和关闭,通过液位计4观察冷却水量。
14.所述的保护气瓶的出气口与所述的装置主体的进气口通过保护气管路一10连通,所述的保护气瓶的回气口与所述的装置主体的出气口通过保护气管路二11连通,保护气气瓶12中的保护气体可通过保护气管路一10、保护气管路二11进入装置主体将焊接产生的热量通过对流带走,同时对高温焊道进行保护防止其氧化,可根据工件的具体情况灵活确定保护气管路的开启数量和位置。
15.流动的冷却水在换热室中将高温工件传导至导热滑块的热量通过冷却水带走;导热滑块应选择导热率高的材料(如紫铜),其余可选择钢材或其他合适材料。保护气管路中的保护气体通过气体接头9进入气冷保护组件的腔室,然后通过气体分配板3上均布于焊缝上方的小孔均匀流向焊缝表面,起到对流换热带走工件焊接热量的作用,同时也能防止高温焊缝表面氧化量。水冷冷却组件与气冷保护组件组成水汽联合冷却和保护组件,2件水汽联合冷却和保护组件通过连接板10、闭合板11、调节紧固螺钉组成装置主体。
技术特征:
1.一种焊接用水气联合冷却和气体保护装置,其特征是:其组成包括装置主体、冷却水箱和保护气瓶;所述的冷却水箱的出水口与所述的装置主体的进水口通过进水管路连通,所述的装置主体的出水口与所述的冷却水箱的回水口通过回水管路连通,焊接过程产生的热量传递至冷却水中并通过回水管路回到冷却水箱完成循环;所述的保护气瓶的出气口与所述的装置主体的进气口通过保护气管路一连通,所述的保护气瓶的回气口与所述的装置主体的出气口通过保护气管路二连通,保护气瓶的气体进入装置主体将焊接产生的热量通过对流带走。2.根据权利要求1所述的焊接用水气联合冷却和气体保护装置,其特征是:所述的装置主体包括两块导热滑块、多块堵板和气体分配板,四根冷却水分配管与冷却水连接管组成水冷冷却组件;所述的导热滑块上的凹形槽与堵板、气体分配板形成换热室,流动的冷却水在换热室中将高温工件传导至导热滑块的热量通过冷却水带走;所述的气体分配板、端板、侧板、弧板、气体接头共同组成气冷保护组件,保护气管路中的保护气体通过气体接头进入气冷保护组件的腔室,通过气体分配板上均布于焊缝上方的小孔均匀流向焊缝表面;水冷冷却组件与气冷保护组件组成水汽联合冷却和保护组件,两组水汽联合冷却和保护组件通过连接板、闭合板和调节紧固螺钉组成装置主体。3.根据权利要求2所述的焊接用水气联合冷却和气体保护装置,其特征是:所述的导热滑块的材料为紫铜。4.一种权利要求1-3之一所述的焊接用水气联合冷却和气体保护装置的安装方法,其特征是:该方法包括如下步骤:根据工件直径选用导热滑块与其匹配的装置主体块,导热滑块内径与管子紧密配合且能顺畅滑动,导热滑块沿圆周方向的尺寸为α1,导热滑块沿圆周方向的间距为α2,焊接工作区尺寸为α3,导热滑块沿工件轴线方向的距离为l;其中α1+α1+α2>210
°
,α1>90
°
,α2<30
°
,焊焊接接头坡口边缘距离<l,接工作区尺寸α3>90
°
,连接板、闭合板一侧加工腰形孔以适应装配误差及变形;拧开闭合板腰形孔侧的调节紧固螺钉,拧松连接板上的调节紧固螺钉,打开装置主体置于工件上;拧紧连接板紧固螺钉,将闭合板腰形孔调节紧固螺钉拧上,同时调节松紧使装置主体能沿工件圆周顺畅滑动并轴向移动装置主体使气体分配板上的出气孔置于焊缝正上方;连接进水管路与回水管路,连接保护气体管路,水气联合冷却和气体保护装置连接完毕后,根据层温控制需要可通过打开/关闭闸阀和水泵开关对焊接过程中的层间温度进行控制。
技术总结
焊接用水气联合冷却和气体保护装置及安装方法。焊接过程中由于高温焊缝沿焊接方向的持续移动,需要实时移动保护气体位置,此操作无法由正在施焊的焊工完成而需要增加额外的操作人员,造成制造成本增加。本发明包括装置主体(2)、冷却水箱(3)和保护气瓶(12);冷却水箱的出水口与装置主体的进水口通过进水管路(5)连通,装置主体的出水口与冷却水箱的回水口通过回水管路(9)连通,保护气瓶的出气口与装置主体的进气口通过保护气管路一(10)连通,保护气瓶的回气口与装置主体的出气口通过保护气管路二(11)连通。本发明用于焊接中水气联合冷却和气体保护。合冷却和气体保护。合冷却和气体保护。
技术研发人员:刘智君 危兆胜 张德金 赵卫君 王萍 张宇 柳云天 董建国
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:2022.06.29
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1