简易翻边设备的制作方法
本申请涉及加工,尤其涉及一种简易翻边设备。
背景技术:
1、随着无人配送的迅速发展,无人车或其他无人运输设备的创新性不断提高,运输设备上的钣金件的形状特征也趋于复杂化,例如车身的前面罩具有三面水平侧翻边形状。冲压模具对制件冲压制备具有翻边结构的钣金件时,为满足产品设计要求,满足零件品质的同时使得冲压工艺得到的钣金件便于取出,现有技术中,通常在冲压模具内设置斜楔机构,将冲压过程中冲压模具的上下运动转换成水平运动对制件进行加工,保证钣金件的侧翻边实现的同时钣金件也能够顺利取出。
技术实现思路
1、鉴于此,本申请提供一种简易翻边设备,具有结构简单,制件冲压周期短,适用于具有翻边结构的钣金件的小批量生产的优点。
2、本申请提供一种简易翻边设备,包括:
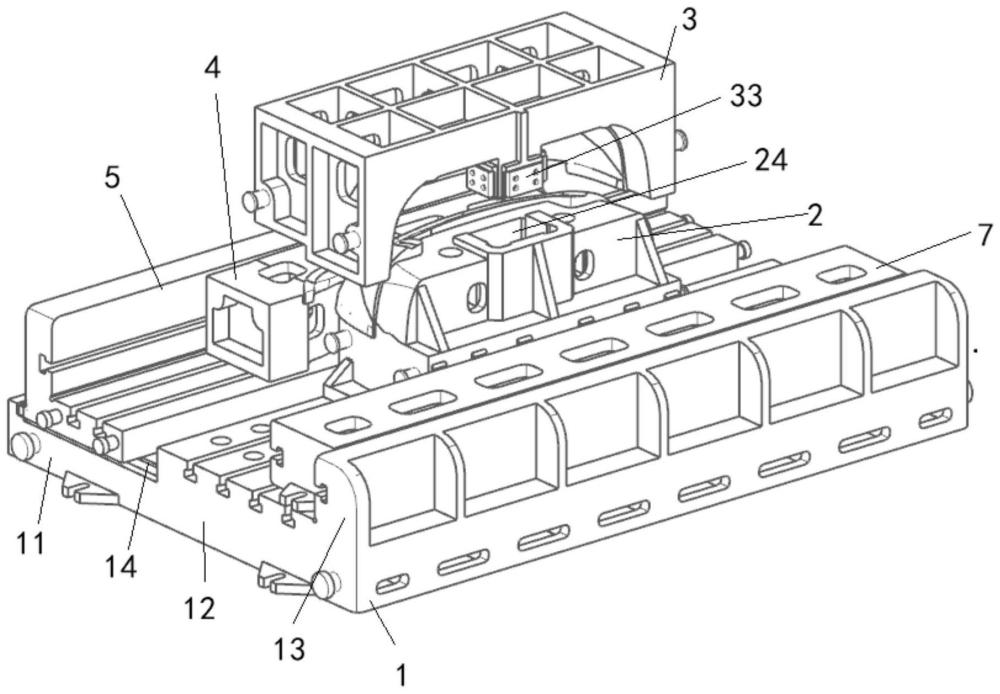
3、底座;
4、定位凸模,所述定位凸模安装于底座上;所述定位凸模设有制件定位凸面及与所述制件定位凸面连接的水平翻边凹槽;
5、定位凹模,可移动设置于所述定位凸模上方;所述定位凹模设有制件定位凹面,所述制件定位凹面与所述制件定位凸面相配合以夹紧所述待翻边制件;及
6、翻边模具,设置于所述底座上;所述翻边模具设有水平翻边凸起,所述水平翻边凸起与所述水平翻边凹槽相对设置;所述翻边模具沿水平方向向靠近所述定位凸模移动,所述水平翻边凸起将至少部分所述待翻边制件压入所述水平翻边凹槽。
7、本申请提供的简易翻边设备,通过翻边模具与定位凸模的移动即可实现制件的翻边过程,当需要制备具有翻边结构的钣金件时,初步成型的制件通过定位凸模上的制件定位凸面进行初步定位后,定位凹模沿竖直方向向靠近定位凸模移动,使得制件的部分固定在制件定位凹面与制件定位凸面之间;同时,翻边模具沿水平方向向靠近定位凸模移动,水平翻边凸起挤压制件进入水平翻边凹槽,制件在水平方向上的翻边完成,此时,定位凹模与翻边模具移动即可取下钣金件,翻边设备结构简单,制件的冲压过程周期短,适用于具有翻边结构的钣金件的小批量生产。并且简易翻边设备的底座还可用于不同翻边特征及规格的零件,使用时更换不同规格的翻边模具、定位凸模或定位凹模即可实现其他不同规格零件的翻边过程。
技术特征:
1.一种简易翻边设备,所述简易翻边设备用于加工待翻边制件,其特征在于,所述简易翻边设备包括:
2.根据权利要求1所述的简易翻边设备,其特征在于,所述简易翻边设备还包括承载件,所述承载件可移动连接于所述底座上,所述翻边模具安装于所述承载件上。
3.根据权利要求2所述的简易翻边设备,其特征在于,所述简易翻边设备设有至少一条承载导轨,所述承载导轨延伸设置于所述底座上;
4.根据权利要求3所述的简易翻边设备,其特征在于,所述承载件包括第一部分与第二部分,所述第一部分与所述第二部分相互垂直,所述翻边模具与所述第一部分和/或所述第二部分固定连接;
5.根据权利要求4所述的简易翻边设备,其特征在于,所述简易翻边设备还包括至少一个限位块,所述限位块设置于所述底座上;
6.根据权利要求1所述的简易翻边设备,其特征在于,所述定位凸模设有限位通孔,所述限位通孔开设于所述定位凸模靠近所述定位凹模的一端;
7.根据权利要求1所述的简易翻边设备,其特征在于,所述定位凸模设有模具定位凸面,所述定位凹模设有模具定位凹面;
8.根据权利要求1所述的简易翻边设备,其特征在于,所述翻边模具设有导向凸起,所述导向凸起设置于所述翻边模具靠近所述定位凸模的侧面;
9.根据权利要求1所述的简易翻边设备,其特征在于,所述简易翻边设备还设有至少一个分隔件;
10.根据权利要求2所述的简易翻边设备,其特征在于,所述承载件上设有滑动导轨,所述翻边模具可沿所述滑动导轨在所述承载件上移动。
技术总结
本申请涉及加工技术领域,尤其涉及一种简易翻边设备,包括:底座;定位凸模,安装于底座上,设有制件定位凸面及与制件定位凸面连接的水平翻边凹槽;定位凹模,可移动设置于定位凸模上方,设有制件定位凹面,制件定位凹面与制件定位凸面相配合以夹紧待翻边制件;及翻边模具,设置于底座上,设有水平翻边凸起,水平翻边凸起与水平翻边凹槽相对设置,翻边模具向靠近定位凸模移动,水平翻边凸起将至少部分待翻边制件压入水平翻边凹槽。本申请的简易翻边设备,当制件需进行翻边时,定位凹模移动并与定位凸模抵接使得制件固定,水平翻边凸起将制件压入水平翻边凹槽,制件翻边完成,设备结构简单,适用于具有翻边结构的钣金件的小批量生产。
技术研发人员:王冲
受保护的技术使用者:北京三快在线科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!