六辊冷轧机辊形配置方法及装置与流程
本申请涉及钢铁冶金冷轧工艺领域,具体涉及一种六辊冷轧机辊形配置方法及装置。
背景技术:
1、随着钢铁冶金冷轧工艺的不断发展,冷轧带钢因为尺寸精度高、品种丰富、可加工性能优越等优点,被广泛应用于家电制造业、建筑、汽车、化工等行业,其产品质量标志着一个国家的钢铁工业的程度,因此对其质量的要求不断提升。在我国cvc和uc系列轧机是我国冷连轧机的主流机型。但由于cvc轧机轧辊辊型磨削较平辊轧机复杂,不同产品、规格的产品参数改变使cvc控制系统比较复杂,而且磨削次数较平辊轧机多,所以uc系列轧机较cvc轧机应用多一些。其中ucmw轧机由于其工作辊可窜辊特性,板形控制能力较ucm轧机更强,所以在板形控制技术领域受到越来越多的关注。
2、现有技术中ucmw轧机的工作辊一般采用平辊或单锥度工作辊,中间辊通常为平辊,但考虑到工作辊和中间辊、中间辊和支撑辊之前的辊间压力在轧辊端部比较大,需要对中间辊端部进行倒角,一般为圆弧倒角,支撑辊通常采用边部倒角的平辊,这种配置方式存在边降控制能力不足,且辊间接触应力不均匀等缺点。
技术实现思路
1、针对现有技术中的问题,本申请提供一种六辊冷轧机辊形配置方法及装置,能够有效提升六辊冷轧机边降控制能力以及辊间接触压力分布均匀性。
2、为了解决上述问题中的至少一个,本申请提供以下技术方案:
3、第一方面,本申请提供一种六辊冷轧机辊形配置方法,包括:
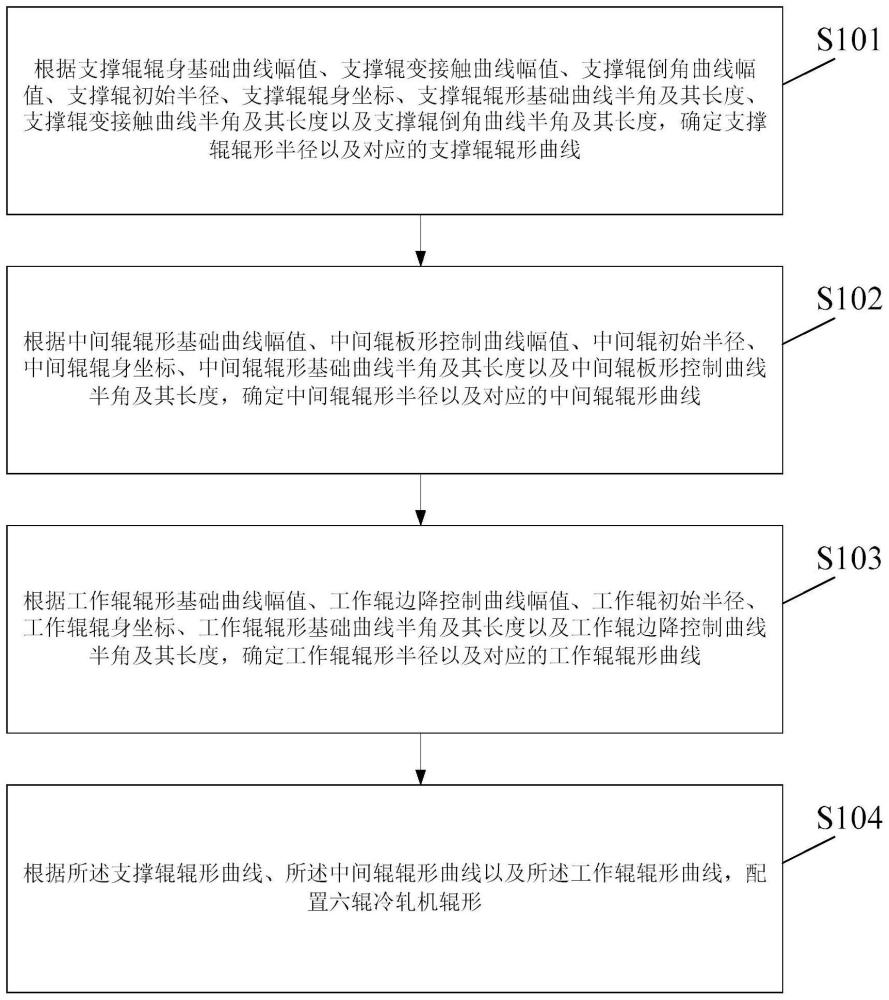
4、根据支撑辊辊身基础曲线幅值、支撑辊变接触曲线幅值、支撑辊倒角曲线幅值、支撑辊初始半径、支撑辊辊身坐标、支撑辊辊形基础曲线半角及其长度、支撑辊变接触曲线半角及其长度以及支撑辊倒角曲线半角及其长度,确定支撑辊辊形半径以及对应的支撑辊辊形曲线;
5、根据中间辊辊形基础曲线幅值、中间辊板形控制曲线幅值、中间辊初始半径、中间辊辊身坐标、中间辊辊形基础曲线半角及其长度以及中间辊板形控制曲线半角及其长度,确定中间辊辊形半径以及对应的中间辊辊形曲线;
6、根据工作辊辊形基础曲线幅值、工作辊边降控制曲线幅值、工作辊初始半径、工作辊辊身坐标、工作辊辊形基础曲线半角及其长度以及工作辊边降控制曲线半角及其长度,确定工作辊辊形半径以及对应的工作辊辊形曲线;
7、根据所述支撑辊辊形曲线、所述中间辊辊形曲线以及所述工作辊辊形曲线,配置六辊冷轧机辊形。
8、进一步地,在所述确定支撑辊辊形半径以及对应的支撑辊辊形曲线之前,包括:
9、根据支撑辊凸度、支撑辊辊形基础曲线半角,确定支撑辊辊身基础曲线幅值;
10、根据所述支撑辊辊身基础曲线幅值、支撑辊倒角曲线深度、支撑辊变接触曲线深度、支撑辊辊形基础曲线半角、支撑辊倒角曲线长度、支撑辊变接触曲线半角、支撑辊变接触曲线长度以及支撑辊辊身长度,确定支撑辊变接触曲线幅值;
11、根据所述支撑辊辊身基础曲线幅值、所述支撑辊变接触曲线幅值、支撑辊变接触曲线深度、支撑辊辊形基础曲线半角、支撑辊变接触曲线半角、支撑辊倒角曲线半角、支撑辊辊身长度以及支撑辊变接触曲线长度,确定支撑辊倒角曲线幅值。
12、进一步地,在所述确定中间辊辊形半径以及对应的中间辊辊形曲线之前,包括:
13、根据中间辊凸度、中间辊辊形基础曲线半角,确定中间辊辊形基础曲线幅值;
14、根据所述中间辊辊形基础曲线幅值、中间辊板形控制曲线深度、中间辊辊形基础曲线半角、中间辊板形控制曲线半角、中间辊板形控制曲线长度、中间辊辊身长度,确定中间辊板形控制曲线幅值。
15、进一步地,在所述确定工作辊辊形半径以及对应的工作辊辊形曲线之前,包括:
16、根据工作辊凸度、工作辊辊形基础曲线半角,确定工作辊辊形基础曲线幅值;
17、根据所述工作辊辊形基础曲线幅值、工作辊边降控制曲线深度、工作辊辊形基础曲线半角、工作辊边降控制曲线半角、工作辊辊身长度以及工作辊边降控制曲线长度,确定工作辊边降控制曲线幅值。
18、进一步地,轧机上中间辊的板形控制段位于轧机的操作侧,轧机上工作辊的边降控制段位于轧机的传动侧,所述上中间辊与下中间辊的板形控制段反对称布置,所述上工作辊与下工作辊边降控制段反对称布置。
19、第二方面,本申请提供一种六辊冷轧机辊形配置装置,包括:
20、支撑辊配置模块,用于根据支撑辊辊身基础曲线幅值、支撑辊变接触曲线幅值、支撑辊倒角曲线幅值、支撑辊初始半径、支撑辊辊身坐标、支撑辊辊形基础曲线半角及其长度、支撑辊变接触曲线半角及其长度以及支撑辊倒角曲线半角及其长度,确定支撑辊辊形半径以及对应的支撑辊辊形曲线;
21、中间辊配置模块,用于根据中间辊辊形基础曲线幅值、中间辊板形控制曲线幅值、中间辊初始半径、中间辊辊身坐标、中间辊辊形基础曲线半角及其长度以及中间辊板形控制曲线半角及其长度,确定中间辊辊形半径以及对应的中间辊辊形曲线;
22、工作辊配置模块,用于根据工作辊辊形基础曲线幅值、工作辊边降控制曲线幅值、工作辊初始半径、工作辊辊身坐标、工作辊辊形基础曲线半角及其长度以及工作辊边降控制曲线半角及其长度,确定工作辊辊形半径以及对应的工作辊辊形曲线;
23、轧机辊形配置模块,用于根据所述支撑辊辊形曲线、所述中间辊辊形曲线以及所述工作辊辊形曲线,配置六辊冷轧机辊形。
24、第三方面,本申请提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现所述的六辊冷轧机辊形配置方法的步骤。
25、第四方面,本申请提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现所述的六辊冷轧机辊形配置方法的步骤。
26、第五方面,本申请提供一种计算机程序产品,包括计算机程序/指令,该计算机程序/指令被处理器执行时实现所述的六辊冷轧机辊形配置方法的步骤。
27、由上述技术方案可知,本申请提供一种六辊冷轧机辊形配置方法及装置,通过采用对称的变接触支撑辊辊形均匀辊间接触压力,提高辊形自保持性,保证支撑辊服役期内的板形控制稳定性,采用非对称的单锥度中间辊减小有害接触区,改善接触压力尖峰,采用非对称的单锥度工作辊提高边降控制能力,由此能够有效提升六辊冷轧机边降控制能力以及辊间接触压力分布均匀性。
技术特征:
1.一种六辊冷轧机辊形配置方法,其特征在于,所述方法包括:
2.根据权利要求1所述的六辊冷轧机辊形配置方法,其特征在于,在所述确定支撑辊辊形半径以及对应的支撑辊辊形曲线之前,包括:
3.根据权利要求1所述的六辊冷轧机辊形配置方法,其特征在于,在所述确定中间辊辊形半径以及对应的中间辊辊形曲线之前,包括:
4.根据权利要求1所述的六辊冷轧机辊形配置方法,其特征在于,在所述确定工作辊辊形半径以及对应的工作辊辊形曲线之前,包括:
5.根据权利要求1所述的六辊冷轧机辊形配置方法,其特征在于,轧机上中间辊与下中间辊的板形控制段反对称布置,轧机上工作辊与下工作辊边降控制段反对称布置。
6.一种六辊冷轧机辊形配置装置,其特征在于,包括:
7.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现权利要求1至5任一项所述的六辊冷轧机辊形配置方法的步骤。
8.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该计算机程序被处理器执行时实现权利要求1至5任一项所述的六辊冷轧机辊形配置方法的步骤。
9.一种计算机程序产品,包括计算机程序/指令,其特征在于,该计算机程序/指令被处理器执行时实现权利要求1至5任一项所述的六辊冷轧机辊形配置方法的步骤。
技术总结
本申请实施例提供一种六辊冷轧机辊形配置方法及装置,方法包括:确定支撑辊辊形半径以及对应的支撑辊辊形曲线,确定中间辊辊形半径以及对应的中间辊辊形曲线,确定工作辊辊形半径以及对应的工作辊辊形曲线;根据所述支撑辊辊形曲线、所述中间辊辊形曲线以及所述工作辊辊形曲线,配置六辊冷轧机辊形;本申请能够有效提升六辊冷轧机边降控制能力以及辊间接触压力分布均匀性。
技术研发人员:江东海,李洪波,韩志勇,孔宁,张海东,轧楠,尹海元,米楠,贾大朋,刘鹏
受保护的技术使用者:中冶京诚工程技术有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!