一种用于摆动焊接的起收弧轨迹规划方法
本发明属于焊接工艺,特别设计一种用于摆动焊接的起收弧轨迹规划方法。
背景技术:
1、在焊接较宽焊缝的时候,单次焊接焊缝的成型宽度比较窄,会出现焊缝中间高两边低的缺陷。为了解决这个问题,就需要在焊接时让焊枪沿焊缝宽度方向有规律的往复摆动以增加单次焊接焊缝的成型宽度。目前机器人摆动焊接中,使用最多的就是正弦摆焊与z字(锯齿)形摆焊,通常是给定焊缝起终点位置,设置模式与参数后焊枪就从起点沿焊接方向开始按照所选的摆动焊接形状开始焊接。然而在起弧处往焊缝其中一侧摆动的时候,由于焊枪同时做向前的运动,使得另一侧没有焊接,导致焊缝没有填满出现缺口,影响焊缝质量,同样的,对于收弧处的摆动焊接也存在一样的问题。
技术实现思路
1、针对上述问题,本发明公开一种用于摆动焊接的起收弧轨迹规划方法,在焊缝起收弧两处分别增加焊枪原地摆动为电弧热提高足够的温度预热焊件提高熔深,并填满焊缝缺口,防止焊缝熔深浅、未熔合、焊缝偏窄、偏高的产生,保证焊接质量。
2、为实现上述目标,本发明所采用的技术方案如下:
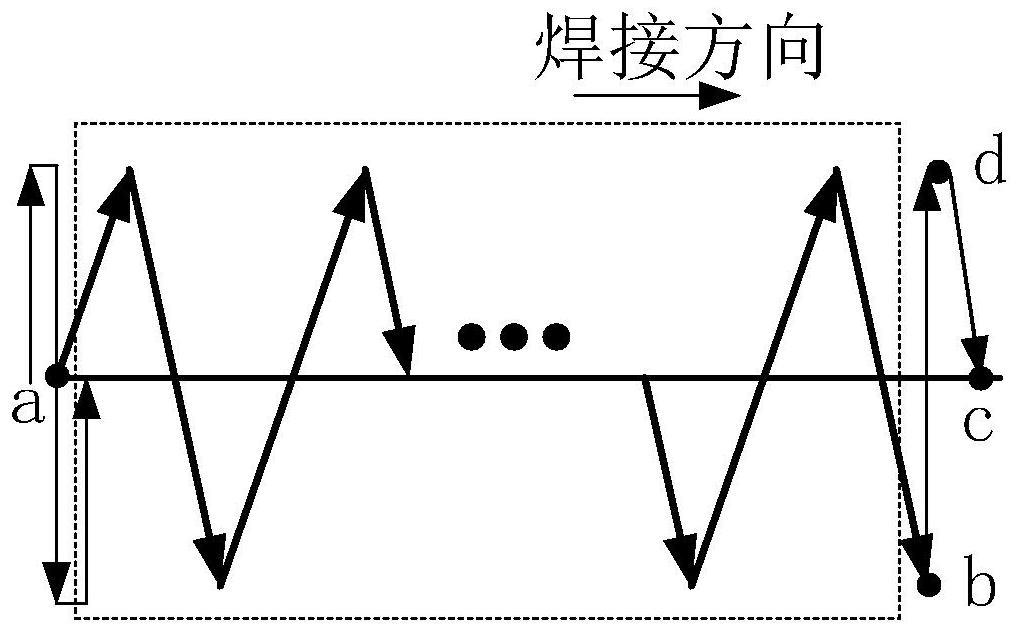
3、步骤1:焊枪移动到位于焊缝上的焊缝起始点a,起弧,在点a以设定的摆动振幅l1(mm)与摆动频率f1(hz)原地摆动至少一个周期的运动;
4、步骤2:从焊缝起始点a继续以设定的摆动振幅l2(mm)与频率f2(hz)和设定的摆动方法沿焊接方向进行摆动焊接;
5、步骤3:当摆动焊接到临近收弧点c的某一摆动幅值最大处点b,垂直于焊接方向往焊缝所在一侧方向焊接到位于焊缝上的收弧点c,并沿该方向继续焊接一段距离l3(mm),到达点d,后往焊缝所在一侧方向焊接返回到收弧点c,熄弧,焊接结束;
6、所述步骤1中在焊缝起始点a以摆动振幅l1(mm)与摆动频率f1(hz)原地摆动至少一个周期的运动,实现对焊件引弧处进行预热,另外防止摆动焊接起始处因摆动空隙产生焊缝缺陷。
7、所述步骤2中所述正常摆动焊接中所设定的摆动方法至少包括:正弦摆动、余弦摆动、三角形摆动、月牙形摆动等。
8、所述步骤3中从某一摆动幅值最大处位置b焊接到收弧位置c,再焊接到位置d,后往焊缝所在一侧方向焊接返回到收弧点c的目的是防止因摆动焊接时的摆动空隙而产生焊缝缺陷。
9、本发明的特点和有益效果在于:
10、1、对于摆动焊接过程,在起弧处增加原地摆动的动作,为电弧热提高足够的温度预热焊件提高熔深,并填满焊缝缺口。
11、2、对于摆动焊接过程,在收弧处增加原地摆动的动作,确保填满焊缝缺口。
12、本发明控制方法通过程序实现,可应用于目前各种焊接机器人,焊接专机等自动化焊接控制系统中,应用方便简单。
技术特征:
1.一种用于摆动焊接的起收弧轨迹规划方法其特征在于,摆动焊接时在起弧和收弧处按照原地摆动的运动轨迹;该摆动焊接的运动轨迹规划至少包含以下4个步骤:
2.根据权利要求1所述的一种用于摆动焊接的起收弧轨迹规划方法,其特征在于,步骤1中在焊缝起始点a以摆动振幅l1(mm)与摆动频率f1(hz)原地摆动至少一个周期的运动,实现对焊件引弧处进行预热,另外防止摆动焊接起始处因摆动空隙产生焊缝缺陷。
3.根据权利要求1所述的一种用于摆动焊接的起收弧轨迹规划方法,其特征在于,步骤2中所述正常摆动焊接中所设定的摆动方法至少包括:正弦摆动、余弦摆动、三角形摆动、月牙形摆动等。
4.根据权利要求1所述的一种用于摆动焊接的起收弧轨迹规划方法,其特征在于,所述步骤3中从某一摆动幅值最大处位置b焊接到收弧位置c,再焊接到位置d,后往焊缝所在一侧方向焊接返回到收弧点c的目的是防止因摆动焊接时的摆动空隙而产生焊缝缺陷。
技术总结
本发明公开一种用于摆动焊接的起收弧轨迹规划方法,为了解决目前机器人摆动焊接中,在起弧处往焊缝其中一侧摆动的时候,由于焊枪同时做向前的运动,使得起弧处另一侧没有焊接,导致焊缝没有填满出现缺口,影响焊缝质量,同样的,对于收弧处的摆动焊接也存在一样的问题。本发明控制方法通过程序实现,可广泛应用于机器人焊接工艺技术领域。
技术研发人员:肖勇,邓火生,黄斌,戴建树,潘海鸿
受保护的技术使用者:广西机电职业技术学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!