一种叶片电火花加工夹具的制作方法
1.本发明属于金属加工领域中的附属装置,具体涉及一种用于涡轮叶片气膜孔加工的夹具。
背景技术:
2.叶片气膜孔是航空发动机涡轮叶片冷却的关键技术,叶片气膜孔目前的主要制造方法有激光制孔、电火花制孔、电化学制孔等。不管采用何种方法制孔,都需要夹具夹持工件后方能加工。因此夹具会直接影响到气膜孔加工的质量。3r夹具具有良好的工艺性,便于加工、调整、装配和检验,主要应用于工件上的平面加工、沟槽、缺口、花键及直线成形面和立体成形面等。3r夹具在机床设备的广泛使用,在保证产品质量和提升劳动生产率做出了重要的贡献。实践证明,简便的夹具装夹定位不仅能提高生产效率,还可以保证气膜孔的加工质量。
3.以电火花制孔方式加工叶片气膜孔为例,加工的一般流程为:装夹零件、定位、编制加工程序、加工气膜孔、换装下一件待打孔叶片。目前,现有的对叶片的装夹工装存在自身结构复杂、装夹要求高、夹紧力控制严格和装夹耗时间等不足。不仅如此,还存在定位过程复杂的缺陷,需要采取6点定位,并通过机床位置补偿以保证叶片气膜孔位置度。对于无位置补偿的机床,只能通过外部软件进行换算坐标,此过程会耗费大量时间,给换装带来极大的不方便。一般的电火花无自动编程软件可以借助,需人为输入孔的点位坐标,因此实际操作中孔的点位坐标系转换提取也非常困难。事实上,在叶片打孔中,装夹的好坏会直接影响叶片气膜孔的加工质量。有的工装对装夹要求非常高,需要控制拧紧力来保证装夹质量,导致装夹流程复杂化。加工流程中往往因为装夹不符合要求而被迫频繁拆装,耗费大量的时间,影响生产效率。不符合要求的装夹,也会导致孔位坐标转换提取的差异性,若不及时调整,将导致气膜孔位置度超差,严重的会直接导致加工的孔偏离零件主体。
技术实现要素:
4.本发明目的在于针对以上传统夹具结构存在的结构复杂、装夹定位周期长,生产连续性差,导致难以满足大量叶片批量生产需求的缺陷,提出一种结构简单、容易制造,能快速装夹定位的叶片装夹夹具,以提高生产效率,方便孔位坐标转换提取。
5.为实现上述目的,本发明的具体技术方案为一种叶片电火花加工夹具,包括套齿夹具,所述套齿夹具的套齿齿形和待加工叶片的榫头齿形一致,套齿夹具的上端部外侧套接一个压紧装置,所述压紧装置收缩后压紧套齿夹具的上端部,待加工叶片的榫头中部受力后使得待加工叶片在压紧时不会偏斜,榫头的底面与套齿夹具面之间留有间隙以方便放入塞尺检验装夹可靠性,套齿夹具下端设置3r拉杆,3r拉杆插入3r基座后锁紧即完成待加工叶片的装夹。
6.所述压紧装置是通过一侧的固定螺钉固定于套齿夹具上,另一侧装入压紧螺钉。
7.所述压紧装置为u形环状。
8.所述套齿夹具包括限位柱销,待加工叶片榫头的侧面和限位柱销相贴合,防止榫头发生横向移动。
9.所述3r拉杆插入3r基座包含定位过程,即夹具先通过定位销定位安装在3r定位片上,用连接螺钉固定,然后将3r拉杆插入3r定位片中。
10.所述榫头的底面与套齿夹具面之间的间隙为0.15-0.25mm。
11.所述3r基座与机床ac轴相连接。
12.与现有技术相比,本发明包含以下优点:1,本发明提供的叶片电火花加工夹具具有容易制作、对装夹要求低的特点,可显著提高一次装夹的合格率。
13.2,本发明的叶片电火花加工夹具使用套齿夹紧待加工叶片,包含定位销和限位柱销,夹具主体上安装3r定位片与3r基座相连接,采用3r快接接头系统可实现快速装夹定位的效果。
附图说明
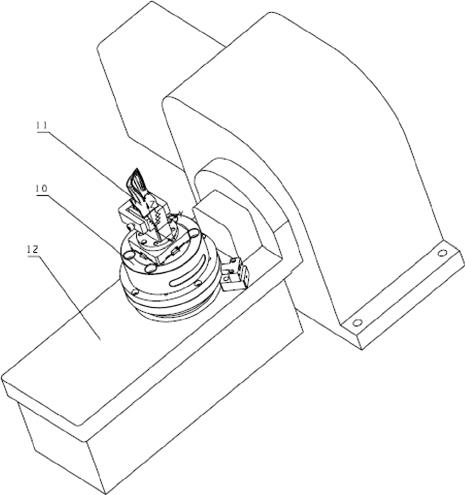
14.图1为叶片电火花加工夹具的平面主视图;图2为叶片电火花加工夹具的平面左视图;图3为叶片电火花加工夹具的平面俯视图;图4为叶片电火花加工夹具的立体图;图5为叶片零件装夹后的示意图。
15.图中附图标记的含义:1、套齿夹具;2、压紧螺钉;3、u形压紧装置;4、限位柱销;5、固定螺钉;6、定位销;7、3r定位片;8、连接螺钉;9、3r拉杆;10、3r基座;11、叶片零件;12、机床ab转台。
具体实施方式
16.下面结合说明书附图对本发明创造作进一步的详细说明。
17.本发明的叶片电火花加工夹具的一个具体实施例的形状、构造及其工作原理,如图1-5所示。套齿夹具1在自然状态下,其套齿齿形和待加工叶片零件11的榫头的齿形一致。待加工叶片榫头的侧面或端面和限位柱销4相贴合,使用限位柱销4目的是限制待加工叶片零件在x方向的移动。套齿夹具的上端部外侧套接或连接一个u形或c形压紧装置3,压紧装置是通过一侧的固定螺钉5固定于套齿夹具上,另一侧装入压紧螺钉2。
18.压紧装置收缩后会压紧套齿夹具的上端部,使榫头中部受力,保证加工叶片零件压紧时不会偏斜。套齿齿形和榫头齿形相互配合,可以限制零件在y方向和z方向的移动。榫头的底面与套齿夹具面之间留有间隙,范围在0.15-0.25mm之间,优选0.2mm,方便放入塞尺以检验装夹的可靠性。这样压紧时既能保证零件不偏转,又可以夹紧零件,满足加工要求。套齿夹具下端还设置有3r拉杆9,3r拉杆9可插入与之相配套的3r基座10,锁紧后即完成待加工叶片的装夹。
19.3r基座10与机床ab转台12的机床ac轴相连接,连接的过程是,先找正3r基座10的回转中心,用螺钉固定3r基座,再找正3r基座定位块,使四个定位块两两分别在x,y轴的方向上,此时将c轴设置为零位,夹具用两个定位销6定位装在3r定位片7上,用四颗连接螺钉8
固定,将3r拉杆9插入3r定位片7中,用固定螺钉5将u形压紧装置固定于套齿夹具上,最后装入压紧螺钉2。
20.本发明的叶片电火花加工夹具的典型的待加工叶片零件的装夹流程如下:1.松开压紧装置3一侧的压紧螺钉2,保证套齿夹具1有一定活动空间;2.插入待加工叶片,榫头齿形和夹具齿形相对应,直至叶片榫头的侧面和限位柱销4相贴合;3.拧紧压紧螺钉2,夹紧叶片;4.检测叶片榫头底面与夹具面之间的间隙,如间隙均匀一致,则装夹符合要求,可以用于加工;5.将夹具下端的3r拉杆9插入3r基座10中,锁紧3r拉杆,即完成叶片的装夹;6.拆卸时,松开3r拉杆9,松开压紧螺钉2,即可取下叶片,等待下一件叶片装夹加工。
21.本发明的叶片电火花加工夹具具有结构简单、容易制造,能快速装夹叶片以提高生产效率和方便孔位坐标转换提取的显著优点。
22.以上内容是结合具体的优选技术方案对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应该视为落入本发明的保护范围。
技术特征:
1.一种叶片电火花加工夹具,其特征在于包括套齿夹具,所述套齿夹具的套齿齿形和待加工叶片的榫头齿形一致,套齿夹具的上端部外侧套接一个压紧装置,所述压紧装置收缩后压紧套齿夹具的上端部,待加工叶片的榫头中部受力后使得待加工叶片在压紧时不会偏斜,榫头的底面与套齿夹具面之间留有间隙以方便放入塞尺检验装夹可靠性,套齿夹具下端设置3r拉杆,3r拉杆插入3r基座后锁紧即完成待加工叶片的装夹。2.根据权利要求1所述的叶片电火花加工夹具,其特征在于,所述压紧装置是通过一侧的固定螺钉固定于套齿夹具上,另一侧装入压紧螺钉。3.根据权利要求1所述的叶片电火花加工夹具,其特征在于,所述压紧装置为u形形状。4.根据权利要求1所述的叶片电火花加工夹具,其特征在于,所述套齿夹具包括限位柱销,待加工叶片榫头的侧面和限位柱销相贴合,可防止榫头发生横向移动。5.根据权利要求1所述的叶片电火花加工夹具,其特征在于所述3r拉杆插入3r基座包含定位过程,即夹具先通过定位销定位安装在3r定位片上,用连接螺钉固定,然后将3r拉杆插入3r定位片中。6.根据权利要求1所述的叶片电火花加工夹具,其特征在于所述榫头的底面与套齿夹具面之间的间隙为0.15-0.25mm。7.根据权利要求1所述的叶片电火花加工夹具,其特征在于所述3r基座与机床ac轴相连接。
技术总结
本发明公开了一种叶片电火花加工夹具,包括套齿夹具,所述套齿夹具的套齿齿形和待加工叶片的榫头齿形一致,套齿夹具的上端部外侧套接一个压紧装置,所述压紧装置收缩后压紧套齿夹具的上端部,待加工叶片的榫头中部受力后使得待加工叶片在压紧时不会偏斜,榫头的底面与套齿夹具面之间留有间隙以方便放入塞尺检验装夹可靠性,套齿夹具下端设置3R拉杆,3R拉杆插入3R基座后锁紧即完成待加工叶片的装夹。本发明提供的叶片电火花加工夹具具有容易制作、对装夹要求低的特点,可显著提高待加工叶片一次装夹的合格率。次装夹的合格率。次装夹的合格率。
技术研发人员:王斌 沈涵 丁栋
受保护的技术使用者:无锡乘风航空工程技术有限公司
技术研发日:2022.07.18
技术公布日:2022/10/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1