一种钢板上三维商标的标识方法与流程
1.本发明涉及钢板表面喷印及光纤激光打印技术领域,特别是涉及一种钢板上三维商标的标识方法。
背景技术:
2.钢板表面商标标识要求越来越严,如果钢板表面标识的商标与申请注册的商标有不同,有可能会被告侵权,所以钢板上标识的商标正确性要求越来越高。而且有的商标是汉字与三维图形组成,标识的难度要求很高。
技术实现要素:
3.本发明所要解决的技术问题是,克服现有技术的缺点,提供一种钢板上三维商标的标识方法。
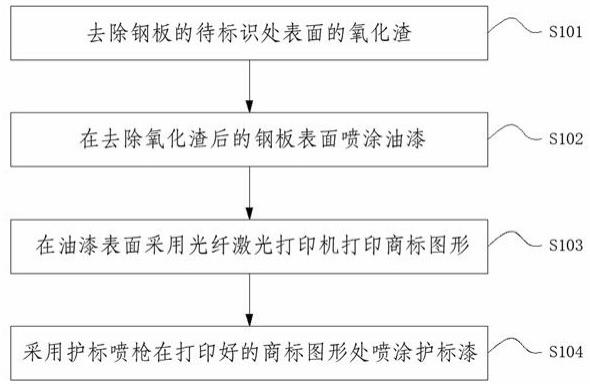
4.为了解决以上技术问题,本发明的技术方案如下:一种钢板上三维商标的标识方法,包括,去除钢板的待标识处表面的氧化渣;在去除氧化渣后的钢板表面喷涂油漆;在油漆表面采用光纤激光打印机打印商标图形;采用护标喷枪在打印好的商标图形处喷涂护标漆。
5.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:所述去除钢板的待标识处表面的氧化渣包括,采用光纤激光打印机对钢板表面的氧化渣进行清扫去除。
6.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:钢板待标识处的氧化渣去除范围为120*120mm。
7.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:所述在去除氧化渣后的钢板表面喷涂油漆包括,在油漆喷枪的外侧套设防护罩,所述防护罩的尺寸为120*120mm,所述防护罩罩设在钢板的待标识处。
8.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:所述商标图形的打印深度为0.1mm。
9.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:所述油漆为白色油漆。
10.作为本发明所述钢板上三维商标的标识方法的一种优选方案,其中:所述护标漆为无色漆。
11.本发明的有益效果是:本发明先在待标识处喷白色底漆,目的是为了保证此处钢板不生锈而且白色亮眼好找,但光纤激光打印时很容易将油漆层破坏,所以光纤激光打印完商标后必须喷一层无
色的护标漆,这样标识的商标不会因为钢板生锈而无法识别。由于喷涂区有两层防护,因此标识的三维商标可以正确标识并且能长期保留。
附图说明
12.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
13.图1为本发明提供的钢板上三维商标的标识方法的流程示意图。
具体实施方式
14.为使本发明的内容更容易被清楚地理解,下面根据具体实施方式并结合附图,对本发明作出进一步详细的说明。
15.图1为本申请实施例提供的一种钢板上三维商标的标识方法的流程示意图。该方法包括步骤s101~步骤s104,具体步骤说明如下:步骤s101:去除钢板的待标识处表面的氧化渣。
16.具体的,在钢板表面需要标识的位置采用光纤激光打印机对钢板表面的氧化渣进行清扫,清扫的范围为120*120mm。
17.步骤s102:在去除氧化渣后的钢板表面喷涂油漆。
18.具体的,在清扫氧化渣后的区域内,采用油漆喷枪喷涂一层白色油漆,喷涂的油漆厚度为0.1~0.2mm。
19.其中,在喷涂油漆时,需先在油漆喷枪的外侧套设一个防护罩,该防护罩的尺寸为120*120mm,与氧化渣清扫的范围相同。在喷涂油漆时,先将该防护罩罩设在钢板表面清扫过氧化渣的区域,即钢板的待标识处,保证油漆喷涂在喷涂区。
20.喷涂区的钢板表面采用光纤激光打印机清理过氧化渣,因此钢板表面会产生一定的余温,由此,喷涂的油漆会在较短的时间内干燥。
21.步骤s103:在油漆表面采用光纤激光打印机打印商标图形。
22.具体的,在喷涂区的油漆表面采用50w的光纤激光打印机打印商标图形,商标图形的打印深度为0.1mm。
23.步骤s104:采用护标喷枪在打印好的商标图形处喷涂护标漆。
24.具体的,采用护标喷枪在商标外喷涂一层无色护标漆,这样标识的商标不会因为钢板生锈而无法识别。
25.由此,本申请的技术方案先在待标识处喷白色底漆,目的是为了保证此处钢板不生锈而且白色亮眼好找,但光纤激光打印时很容易将油漆层破坏,所以光纤激光打印完商标后必须喷一层无色的护标漆,这样标识的商标不会因为钢板生锈而无法识别。由于喷涂区有两层防护,因此标识的三维商标可以正确标识并且能长期保留。
26.除上述实施例外,本发明还可以有其他实施方式;凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
技术特征:
1.一种钢板上三维商标的标识方法,其特征在于:包括,去除钢板的待标识处表面的氧化渣;在去除氧化渣后的钢板表面喷涂油漆;在油漆表面采用光纤激光打印机打印商标图形;采用护标喷枪在打印好的商标图形处喷涂护标漆。2.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:所述去除钢板的待标识处表面的氧化渣包括,采用光纤激光打印机对钢板表面的氧化渣进行清扫去除。3.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:钢板待标识处的氧化渣去除范围为120*120mm。4.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:所述在去除氧化渣后的钢板表面喷涂油漆包括,在油漆喷枪的外侧套设防护罩,所述防护罩的尺寸为120*120mm,所述防护罩罩设在钢板的待标识处。5.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:所述商标图形的打印深度为0.1mm。6.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:所述油漆为白色油漆。7.根据权利要求1所述的钢板上三维商标的标识方法,其特征在于:所述护标漆为无色漆。
技术总结
本发明公开了一种钢板上三维商标的标识方法,涉及钢板表面喷印及光纤激光打印技术领域,包括去除钢板的待标识处表面的氧化渣;在去除氧化渣后的钢板表面喷涂油漆;在油漆表面采用光纤激光打印机打印商标图形;采用护标喷枪在打印好的商标图形处喷涂护标漆。本发明先在待标识处喷白色底漆,目的是为了保证此处钢板不生锈而且白色亮眼好找,但光纤激光打印时很容易将油漆层破坏,所以光纤激光打印完商标后必须喷一层无色的护标漆,这样标识的商标不会因为钢板生锈而无法识别。由于喷涂区有两层防护,因此标识的三维商标可以正确标识并且能长期保留。长期保留。长期保留。
技术研发人员:俞美萍 李明远
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2022.08.01
技术公布日:2022/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1