一种扩口式X型坡口焊接接头及工艺方法与流程
本发明属于焊接,具体地说涉及一种扩口式x型坡口焊接接头及工艺方法。
背景技术:
1、高速动车组车钩安装座采用铝合金材质,由于其承载强度高,车钩安装座组焊后焊接质量要求高,须进行内部探伤(超声波探伤与射线探伤)。目前接头通常采用i型接头,配合搅拌摩擦焊进行焊接。受限于搅拌摩擦焊设备生产能力,逐步开始采用mig自动焊工艺替代,焊接接头相应转换为x型接头。然而,在现车生产中为了保证x型接头焊缝焊接质量,反面焊接前,工艺上常采用清根的方法消除根部缺陷,但存在清根步骤较繁琐、清根角度改变大、角度修整效率低、焊缝内部缺陷多等诸多问题。
2、申请号为cn201410587645.x的专利公开了一种中厚板x型坡口不清根焊接工艺,该工艺主要采用背面不清根的情况下使用埋弧焊进行焊接,其中中厚板x型坡口不清根焊接工艺步骤包括:a、焊前切割及装配;b、正面打底焊;c、正面小电流埋弧焊;d、背面焊接;e、剩余填充与盖面焊道。上述发明的技术方案中厚板x型坡口不清根焊接工艺方法适合于焊接10mm以上的焊缝,对坡口的质量、装配间隙、错边量、表面粗糙度的差异变化不敏感,不适用于扩口式x型坡口焊接接头。
3、有鉴于此特提出本申请。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的不足,本发明的第一目的在于提供一种扩口式x型坡口焊接接头;
2、本发明的第二目的在于提供一种扩口式x型坡口焊接接头的工艺方法,解决了清根步骤较繁琐、清根角度改变大、角度修整效率低、焊缝内部缺陷多等诸多问题。
3、为解决上述技术问题,本发明采用技术方案的基本构思是:一种扩口式x型坡口焊接接头的工艺方法;所述工艺方法包括接头设计、接头组装、正面坡口与反面坡口焊接;其中,接头设计的方法包括:
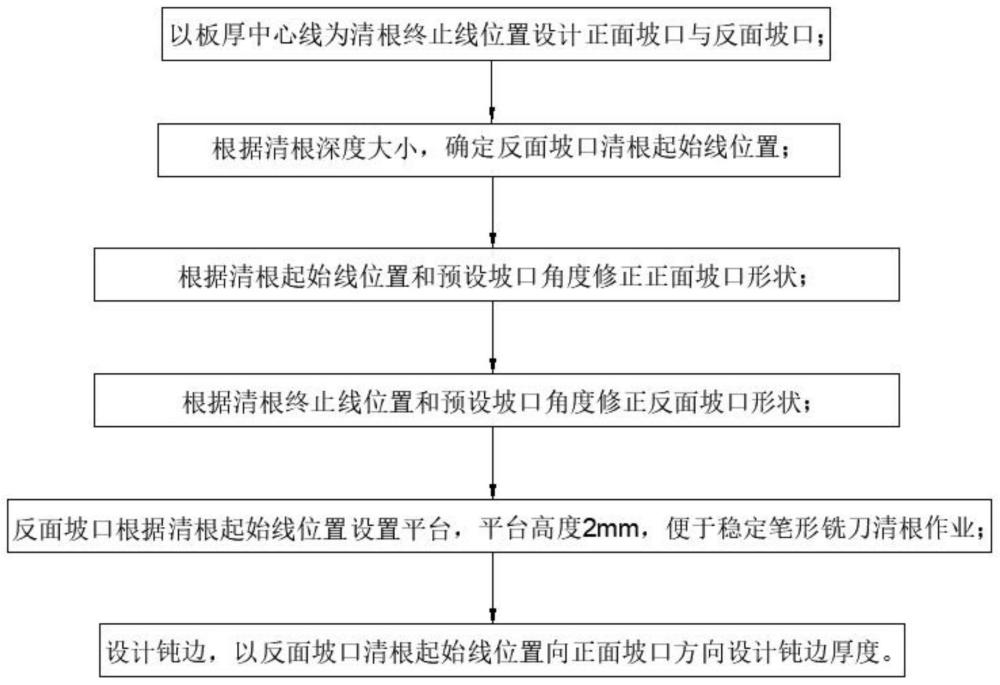
4、以板厚中心线为清根终止线位置设计所述正面坡口与所述反面坡口;
5、根据清根深度大小,确定所述反面坡口清根起始线位置;
6、根据所述清根起始线位置和预设坡口角度修正所述正面坡口形状;
7、根据所述清根终止线位置和预设坡口角度修正所述反面坡口形状。
8、采用上述方案,以板厚中心线为清根终止线位置8,可以根据清根深度和预设坡口角度提前将反面坡口上部宽度扩宽,以便与清根后坡口底部连接后单侧坡口角度维持35°不变,消除清根作业对坡口角度的影响,提高焊接质量;同时,以板厚中心线为清根终止线位置8能确保清根后正反面坡口形状呈对称结构,有利于减少焊接变形;坡口宽度增加,目的是防止反面清根后坡口角度发生改变,确保坡口角度满足iso9692-3标准要求以及通过坡口首次加工将无效的母材切割区域通过加工去除,减少清根作业量。
9、进一步的,接头设计的方法还包括:
10、所述反面坡口根据所述清根起始线位置设置平台,便于稳定笔形铣刀清根作业;
11、设计钝边,以所述反面坡口清根起始线位置向所述正面坡口方向设计钝边厚度。
12、采用上述方案,设计钝边是防止自动焊出现焊穿问题。反面坡口设置局部平台,平台中部设置开口便于稳定笔形铣刀清根作业。
13、进一步的,在接头设计之后工艺方法还包括接头组装;接头组装的方法包括:
14、采用上坡焊组装;
15、组装后进行定位焊接固定;
16、在所述反面坡口侧增加不锈钢临时衬垫。
17、采用上述方案,采用上坡焊,即收弧端增加12mm垫板,避免熔池中的金属流淌到电弧前方,导致熔合不良。
18、进一步的,在接头组装之后工艺方法还包括正面坡口与反面坡口焊接;正面坡口与反面坡口焊接的方法包括:
19、所述正面坡口焊接使用mig自动焊接进行所述正面坡口第一层、所述正面坡口第二层的焊接;
20、所述反面坡口清根处理。
21、进一步的,所述正面坡口第二层填充焊焊接时增加摆动,摆宽设置不超过所述正面坡口第一层打底焊焊缝宽度;
22、在焊缝两侧设置摆动停顿时间。
23、进一步的,所述反面坡口清根处理为按照设定清根深度,使用笔型铣刀从接头平台中部开口处向两侧进行清根;清根处理过程中对清根深度进行检测以确保清根深度在合理的范围内,消除清根对坡口角度的影响。
24、采用上述方案,按照设定清根深度,确保深度不超过3mm,在清根处理过程中对清根深度进行检测可以很好的控制清根深度在合理的范围内。
25、进一步的,在所述反面坡口清根处理之后进行所述反面坡口焊接;
26、所述反面坡口焊接使用mig自动焊接进行所述反面坡口第一层、所述反面坡口第二层的焊接;
27、所述反面坡口焊接后其余层按照所述正面坡口与所述反面坡口依次交替的顺序进行焊接。
28、采用上述方案,其余层焊接顺序按照所述正面坡口与所述反面坡口依次交替的顺序进行焊接,以减少焊后变形量。
29、进一步的,所述反面坡口第二层填充焊焊接时增加摆动,摆宽设置不超过所述反面坡口第一层打底焊焊缝宽度;
30、在焊缝两侧设置摆动停顿时间。
31、本发明还提供一种扩口式x型坡口焊接接头;所述接头包括成对称结构的正面坡口和反面坡口;以所述反面坡口清根起始线位置向所述正面坡口方向设置有钝边;所述反面坡口局部设置有平台;所述平台设置有开口,便于清根作业。
32、采用上述方案,正面坡口和反面坡口形状呈对称结构,有利于减少焊接变形;反面坡口局部设置平台,平台中部设置开口便于稳定笔形铣刀清根作业。
33、进一步的,所述正面坡口的焊接深度h1=t/2+x-c/2;所述反面坡口的焊接深度h2=t/2-x+c/2;其中,t为板厚、x为清根深度、c为钝边厚度。
34、采用上述技术方案后,本发明与现有技术相比具有以下有益效果。
35、本发明通过设计的一种扩口式x型坡口焊接接头及工艺方法,具有清根步骤少、清根后角度不发生改变、焊缝内部缺陷少、角度修整效率高的优点,显著提高了焊接质量与焊接作业效率。
36、下面结合附图对本发明的具体实施方式作进一步详细的描述。
技术特征:
1.一种扩口式x型坡口焊接接头的工艺方法,其特征在于,所述工艺方法包括接头设计、接头组装、正面坡口(1)与反面坡口(2)焊接;其中,接头设计的方法包括:
2.根据权利要求1所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,接头设计的方法还包括:
3.根据权利要求1所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,在接头设计之后工艺方法还包括接头组装;接头组装的方法包括:
4.根据权利要求3所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,在接头组装之后工艺方法还包括正面坡口(1)与反面坡口(2)焊接;正面坡口(1)与反面坡口(2)焊接的方法包括:
5.根据权利要求4所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,所述正面坡口(1)第二层填充焊焊接时增加摆动,摆宽设置不超过所述正面坡口(1)第一层打底焊焊缝宽度;
6.根据权利要求4所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,所述反面坡口(2)清根处理为按照设定清根深度,使用笔型铣刀从接头平台(4)中部开口(5)处向两侧进行清根;清根处理过程中对清根深度进行检测以确保清根深度在合理的范围内,消除清根对坡口角度的影响。
7.根据权利要求4所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,在所述反面坡口(2)清根处理之后进行所述反面坡口(2)焊接;
8.根据权利要求7所述的一种扩口式x型坡口焊接接头的工艺方法,其特征在于,所述反面坡口(2)第二层填充焊焊接时增加摆动,摆宽设置不超过所述反面坡口(2)第一层打底焊焊缝宽度;
9.一种采用权利要求1-2任一所述的工艺方法设计的扩口式x型坡口焊接接头,其特征在于,所述接头包括成对称结构的正面坡口(1)和反面坡口(2);以所述反面坡口(2)清根起始线位置(7)向所述正面坡口(1)方向设置有钝边(3);所述反面坡口(2)局部设置有平台(4);所述平台(4)设置有开口(5),便于清根作业。
10.根据权利要求9所述的一种扩口式x型坡口焊接接头,其特征在于,所述正面坡口(1)的焊接深度h1=t/2+x-c/2;所述反面坡口(2)的焊接深度h2=t/2-x+c/2;其中,t为板厚、x为清根深度、c为钝边厚度。
技术总结
本发明公开了一种扩口式X型坡口焊接接头及工艺方法,其中,接头包括成对称结构的正面坡口和反面坡口;以反面坡口清根起始位置向正面坡口方向设置有钝边;反面坡口局部设置有平台;平台设置有开口,便于清根作业。正面坡口的焊接深度h1=t/2+x‑c/2;反面坡口的焊接深度h2=t/2‑x+c/2;其中,t为板厚、x为清根深度、c为钝边厚度。工艺方法包括接头设计、接头组装、正面坡口与反面坡口焊接;本发明中设计的扩口式X型坡口焊接接头及工艺方法,具有清根步骤少、清根后角度不改变、焊缝内部缺陷少、角度修整效率高的优点,显著提高了焊接质量与焊接作业效率。
技术研发人员:张振鹏,王鹏,张风东,方喜风,张贺
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!