切削工具的制作方法
本发明涉及切削工具。
背景技术:
1、已知一种采用以金刚石等为原材料的超高压烧结体作为切削刃的切削工具(例如,参见专利文献1)。
2、现有技术文献
3、专利文献
4、专利文献1:国际公开第2016/035490号
技术实现思路
1、发明要解决的问题
2、采用超高压烧结体作为切削刃的切削工具,一般通过研磨上表面来形成切削刃,因此,难以设置比作为研磨面的平坦的顶面更高的隆起,难以形成切屑处理性优异的断屑槽。
3、本发明旨在解决上述问题,提供一种具有平坦的顶面且切屑处理性优异的切削工具。
4、解决问题的方案
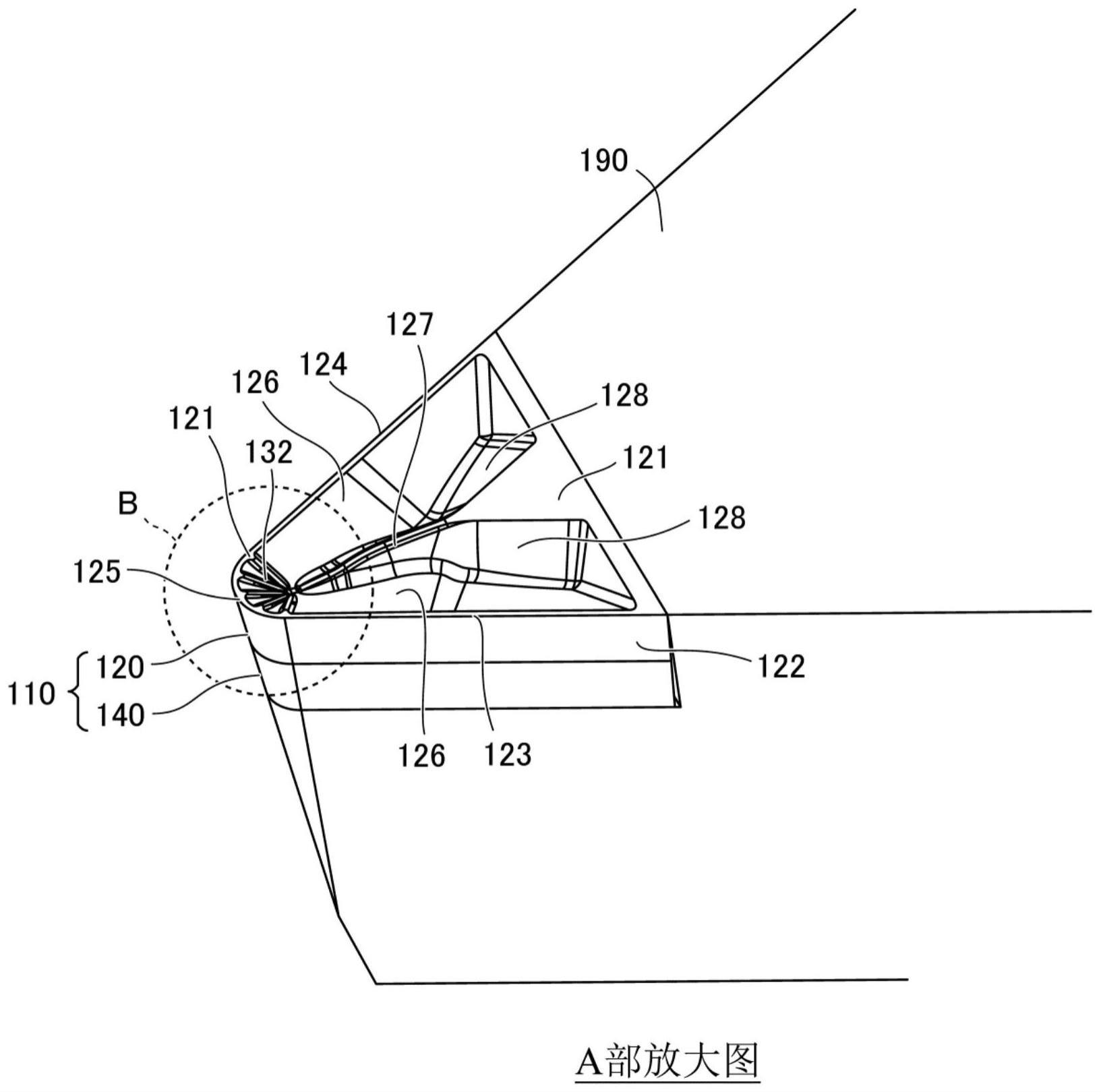
5、本发明的一个实施方式中的切削工具具备:周侧面;构成上表面的一部分的平坦的顶面,上表面除该顶面以外的部分凹陷;切削刃,至少形成于周侧面与顶面相交的棱线中、连接两个直线状的棱线的拐角r的棱线;以及扇形的前刀部,具有交替排列的脊部和槽部,所述脊部和所述槽部从与顶面的相交线呈现为波浪状的拐角r侧朝向作为辐射中心的扇轴部一起凹陷、倾斜。
6、发明效果
7、根据本发明,能够提供一种具有平坦的顶面且切屑处理性优异的切削工具。
技术特征:
1.一种切削工具,其特征在于,包括:
2.根据权利要求1所述的切削工具,其特征在于,在与所述顶面的边界处,所述槽部的宽度比所述脊部的宽度宽。
3.根据权利要求1或2所述的切削工具,其特征在于,所述脊部的宽度从作为所述相交线出现的与所述顶面的边界朝向所述扇轴部恒定地设置,所述槽部以宽度从作为所述相交线出现的与所述顶面的边界朝向所述扇轴部逐渐减小的方式设置。
4.根据权利要求1~3中任一项所述的切削工具,其特征在于,所述脊部的个数l为在将所述拐角(r)的曲率半径设为r(mm)的情况下满足4r+1≤l≤10r+2的整数。
5.根据权利要求4所述的切削工具,其特征在于,所述个数l为奇数。
6.根据权利要求1~5中任一项所述的切削工具,其特征在于,所述扇轴部以与所述拐角(r)的曲率中心一致的方式、或相对于所述曲率中心位于所述拐角(r)的相反侧的方式设置。
7.根据权利要求1~6中任一项所述的切削工具,其特征在于,包括:
8.根据权利要求1~7中任一项所述的切削工具,其特征在于,所述前刀部由含有80%体积以上的金刚石的烧结体形成。
技术总结
提供一种具有平坦的顶面并且切屑处理性优异的切削工具。切削工具包括:周侧面;构成上表面的一部分的平坦的顶面,上表面除该顶面以外的部分凹陷;切削刃,至少形成于周侧面与顶面相交的棱线中、连接两个直线状的棱线的拐角(R)的棱线;以及扇形的前刀部,具备交替排列的脊部和槽部,脊部和槽部从与顶面的相交线呈现为波浪状的拐角(R)侧朝向作为辐射中心的扇轴部一起凹陷、倾斜。
技术研发人员:佐佐木泰岳
受保护的技术使用者:株式会社泰珂洛
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!