压力机及压力机的异常诊断方法与流程
本发明涉及压力机及压力机的异常诊断方法。
背景技术:
1、当压力机的滑动部(例如主电机的轴承、滑块导件等)发生磨损、框架产生裂缝裂纹等时,修复工作(拆卸/维修/重新组装)需要花很多时间,在此期间如果生产线停下来则会造成很大损失,因此压力机制造商和商品生产商双方都处于摸索捕捉异常征兆的装置的状态。在专利文献1~3中,公开了一种根据振动监视压力机工作情况的装置。
2、现有技术文献
3、【专利文献】
4、【专利文献1】日本专利公表2006-509631号公报
5、【专利文献2】日本专利公开2000-190096号公报
6、【专利文献3】日本专利公开平11-320198号公报
技术实现思路
1、发明要解决的技术问题
2、上述装置是在生产中测量振动的装置,其目的是监视产品、模具的故障。压力机的话,存在的问题是生产中的加工负荷导致框架上产生的振动成为很大的外扰,难以和正常时进行比较。为了在生产中形成作为压力机正常运转基准的无负荷的状况,例如多工位压力机的话,要使多工位进料器退避到与压力机发生干涉之外的位置,使全部的台架的材料退避到模具外。进而,驱动滑块调节机构对滑块的高度位置进行调节(滑块调节),以便在滑块从上止点下降到下止点期间上模和下模的部件彼此不发生干涉,最终成为可运转异常诊断的状态。在该状态下进行无负荷运转(空转),将测量到的振动与正常时的振动相比较进行异常诊断,在诊断完毕后,对滑块进行滑块调节到生产用高度位置,将材料放回到各台架,将多工位送料器移动到送料开始位置,改变选择开关使得压力机和多工位送料器联动运转。如此,当在生产中在无负荷的状況下进行压力机的异常诊断时,使用者的操作负担会过大。
3、本发明是鉴于上述技术问题而形成的,其目的是提供一种既不会给使用者施加操作负担,又可提高异常诊断的诊断精度的压力机及压力机的异常诊断方法。
4、解决技术问题的手段
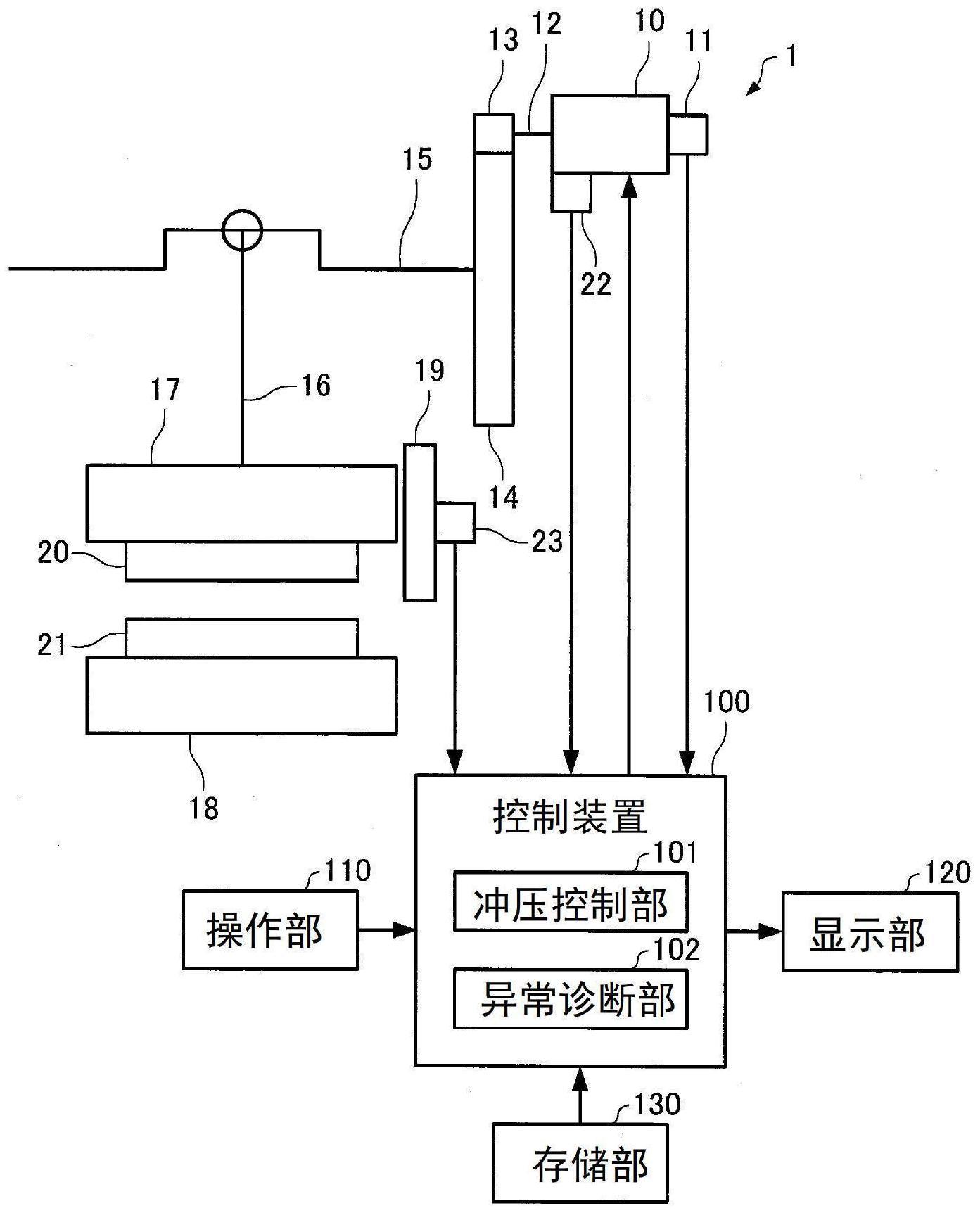
5、(1)本发明涉及的压力机是将电机的旋转变换为滑块的往返直线运动从而对被加工材料进行冲压加工的压力机,包括:冲压控制部,其控制所述滑块的升降运动;以及异常诊断部,其基于来自压力机上配备的传感器的数据进行压力机的异常诊断,输出诊断结果;其特征在于,所述异常诊断部基于在所述滑块以冲压无负荷的状态按规定的速度在下止点和上止点之间移动期间从所述传感器取得的数据进行所述异常诊断。此处,所谓冲压无负荷的状态,是指不在压力机上施加加工负荷的状态,即未安装模具的状态,或者虽然安装有模具,但在滑块于下止点和上止点之间移动期间模具的上模和下模的部件彼此不接触的状态。
6、再有,本发明涉及的压力机的异常诊断方法是将电机的旋转变换为滑块的往返直线运动从而对被加工材料进行冲压加工的压力机的异常诊断方法,包括:冲压控制步骤,控制所述滑块的升降运动;异常诊断步骤,基于来自压力机上配备的传感器的数据进行压力机的异常诊断,输出诊断结果;其特征在于,在所述异常诊断步骤中,基于在所述滑块以冲压无负荷的状态在下止点和上止点之间按规定的速度移动期间从所述传感器取得的数据进行所述异常诊断。
7、采用本发明,通过基于在所述滑块以冲压无负荷的状态在下止点和上止点之间按规定的速度移动期间取得的数据进行异常诊断,既不会让使用者负担为实现无负荷的状态的操作负担,又可排除外扰带来的影响,提高诊断精度。
8、(2)在本发明涉及的压力机中,也可以是所述异常诊断部在更换模具时,基于在安装了模具的所述滑块从上止点到下止点按规定的速度移动期间从所述传感器取得的数据,在未安装模具的所述滑块从下止点到上止点按规定的速度移动期间从所述传感器取得的数据,在未安装模具的所述滑块从上止点到下止点按规定的速度移动期间从所述传感器取得的数据,以及在安装了模具的所述滑块从下止点到上止点按规定的速度移动期间从所述传感器取得的数据的至少一个数据进行所述异常诊断。此外,当在安装了模具的状态下滑块在下止点和上止点之间移动时,在下止点附近,通过模具的上模和下模的部件彼此(例如模具中内置的气垫、卸料板、下止点挡块等)接触,可能会在压力机上施加负荷。此时,也可自动进行滑块调节,使滑块上升到上模和下模的部件彼此不接触的高度位置,或者排除在上模和下模的部件彼此接触期间取得的数据,进行异常诊断。
9、采用本发明,通过在滑块伴随更换模具而移动(为了拆下模具使滑块下降,为了送入下一模具使滑块上升,为了安装下一模具使滑块下降,为了开始生产使滑块上升)时从传感器取得数据进行异常诊断,使用者不会负担异常诊断用的操作负担,而可进行异常诊断。
10、(3)在本发明涉及的压力机中,也可以设置为所述冲压控制部在所述滑块的移动未正常结束时,将异常结束通知输出给所述异常诊断部,所述异常诊断部在接收到所述异常结束通知时不输出所述诊断结果。
11、采用本发明,可在未处于进行正常诊断的状态下时防止输出诊断结果。
12、(4)在本发明涉及的压力机中,也可以是所述异常诊断部基于预先在正常时在所述滑块于下止点和上止点之间按规定的速度移动期间从所述传感器取得的数据和更换模具时从所述传感器取得的数据,进行所述异常诊断。
13、(5)在本发明涉及的压力机中,也可以是所述传感器为检测所述电机的轴承的振动的传感器。
14、(6)在本发明涉及的压力机中,也可以是所述传感器为检测引导所述滑块的滑块导件的振动的传感器。
技术特征:
1.一种将电机的旋转变换为滑块的往返直线运动从而对被加工材料进行冲压加工的压力机,其特征在于,包括:
2.根据权利要求1所述的压力机,其特征在于:
3.根据权利要求1或2所述的压力机,其特征在于:
4.根据权利要求1-3中任意一项所述的压力机,其特征在于:
5.根据权利要求1-4中任意一项所述的压力机,其特征在于:
6.根据权利要求1-4中任意一项所述的压力机,其特征在于:
7.一种将电机的旋转变换为滑块的往返直线运动从而对被加工材料进行冲压加工的压力机的异常诊断方法,其特征在于,包括:
技术总结
本发明涉及压力机及压力机的异常诊断方法,提供了一种既不会给使用者带来操作负担,又可提高异常诊断的诊断精度的压力机等。所述压力机包括:冲压控制部,其控制滑块的升降运动;以及异常诊断部,其基于来自压力机上配备的传感器的数据进行压力机的异常诊断,输出诊断结果;异常诊断部基于在滑块以冲压无负荷的状态按规定的速度在下止点和上止点之间移动期间从所述传感器取得的数据进行异常诊断。
技术研发人员:原田康宏
受保护的技术使用者:会田工程技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!