船用筋板焊接装置及其使用方法与流程
本发明涉及筋板装焊,尤其涉及一种船用筋板焊接装置,以及此船用筋板焊接装置的使用方法。
背景技术:
1、铝合金整体挤压带筋板的应用能有效提高船体结构的性能,缩短船体结构的建造周期,因此被大量应用于铝合金船的建造当中,铝合金带筋板的装焊就成为了铝合金船制造过程中的重要工艺。在焊接过程中,为了降低焊工的劳动强度,提高焊接效率和质量,常常使用焊接小车进行焊接。目前采用的吸盘式焊接小车第一轨道需要配合气泵使用,并且由于带筋板种类繁多以及其结构形式,吸盘式第一轨道使用时还会受到带筋板高度的限制且常常需要更换吸盘尺寸来匹配不同规格的带筋板,步骤繁琐且不便携。为解决上述问题,需要设计一种适用于任一类型、尺寸的带筋板且便携易用的焊接小车第一轨道。
技术实现思路
1、本发明实施例的一个目的在于:提供一种船用筋板焊接装置,其能够让焊接小车在任意规格的待筋板上稳定移动,提高焊缝质量。
2、本发明实施例的另一个目的在于:提供一种焊接方法,其操作方便,焊接质量好。
3、为达上述目的,本发明采用以下技术方案:
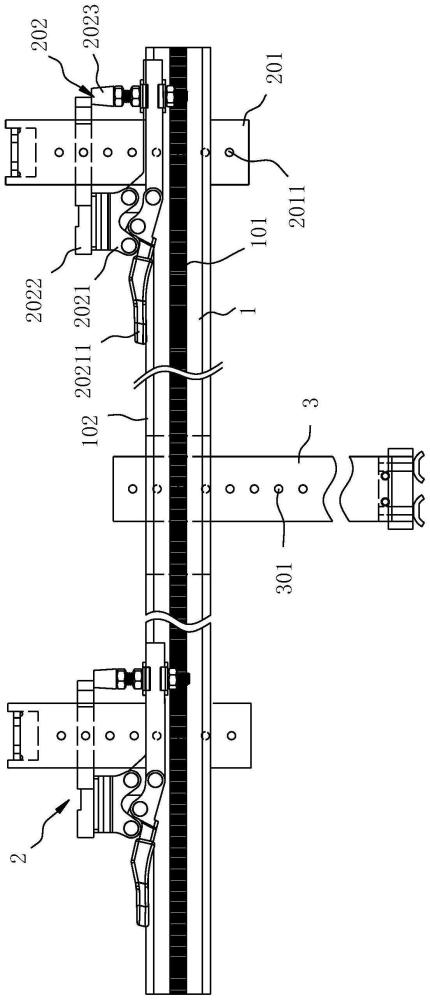
4、第一方面,提供一种船用筋板焊接装置,包括平台板和安装组件,所述平台板上设置有第一轨道,所述第一轨道上滑动设置有焊接小车,所述安装组件包括安装支架,所述安装支架滑动设置在所述平台板上且选择性与所述平台板锁紧固定,所述安装支架上设置有安装夹,所述安装夹用于与待焊接的船用筋板夹紧。
5、作为船用筋板焊接装置的一种优选方案,所述安装组件设置有两个,两个所述安装组件分别邻近于所述第一轨道的两个端部,两个所述安装组件的所述安装夹与同一所述船用筋板夹紧。
6、作为船用筋板焊接装置的一种优选方案,包括支撑杆,所述支撑杆的一端滑动设置在所述平台板上并选择性与所述平台板锁紧固定,另一端用于抵紧地面,所述支撑杆位于两个所述安装组件之间。
7、作为船用筋板焊接装置的一种优选方案,所述平台板上设置有第二轨道,所述第二轨道的长度方向与所述第一轨道的长度方向平行,所述平台板上还设置有多个第一锁紧孔,多个所述第一锁紧孔沿所述第二轨道的长度方向间隔设置,所述第二轨道上滑动设置有第一滑块,所述支撑杆设置在所述第一滑块上,所述第一滑块上设置有第二锁紧孔,第一螺栓贯穿所述第二锁紧孔和其中一个所述第一锁紧孔与第一螺母旋拧。
8、作为船用筋板焊接装置的一种优选方案,所述第一滑块上还设置有第三锁紧孔,所述支撑杆上设置有多个第四锁紧孔,多个所述第四锁紧孔沿竖直方向间隔设置,第二螺栓穿过所述第三锁紧孔和其中一个所述第四锁紧孔内与第二螺母拧紧。
9、作为船用筋板焊接装置的一种优选方案,所述平台板上设置有第二轨道,所述第二轨道的长度方向与所述第一轨道的长度方向平行,所述平台板上还设置有多个第一锁紧孔,多个所述第一锁紧孔沿所述第二轨道的长度方向间隔设置,所述第二轨道上滑动设置有第二滑块,所述安装支架设置在所述第二滑块上,所述第二滑块上还设置有第五锁紧孔,第三螺栓穿过所述第五锁紧孔和其中一个所述第一锁紧孔与第三螺母旋拧。
10、作为船用筋板焊接装置的一种优选方案,所述安装支架上设置有多个第六锁紧孔,多个所述第六锁紧孔沿竖直方向间隔设置,所述安装夹上设置有第七锁紧孔,第四螺栓穿过所述第七锁紧孔和其中一个所述第六锁紧孔内与第四螺母旋拧。
11、作为船用筋板焊接装置的一种优选方案,所述船用筋板包括板本体,所述板本体的一侧面凸出设置有若干筋条,所述筋条远离所述板本体的一端设置有弯折部,所有的所述弯折部朝向一致,所述弯折部与所述板本体平行,所述安装夹用于与所述弯折部夹紧,两个所述安装组件上的所述安装夹朝向一致。
12、作为船用筋板焊接装置的一种优选方案,所述安装夹包括夹紧侧面,所述夹紧侧面上设置有软垫,所述软垫与所述船用筋板抵紧。
13、第二方面,提供一种船用筋板焊接装置的使用方法,提供如权利要求1-9任一项所述的船用筋板焊接装置,包括以下步骤:
14、根据待焊接的船用筋板的尺寸调整安装组件的位置;
15、调整平台板的位置,并使安装夹与所述船用筋板夹紧;
16、将所述安装组件与平台板锁紧。
17、本发明的有益效果为:通过设置安装夹,可以将焊接装置夹持在待焊接的船用筋板上,实现船用筋板与焊接装置之间的位置固定,当焊接完成之后,松动安装夹即可将焊接装置卸下,方便操作;通过将安装支架滑动设置在平台板上,可以根据船用筋板的尺寸调整安装组件的位置,从而方便焊接装置与船用筋板的位置固定。
技术特征:
1.一种船用筋板焊接装置,其特征在于,包括平台板和安装组件,所述平台板上设置有第一轨道,所述第一轨道上滑动设置有焊接小车,所述安装组件包括安装支架,所述安装支架滑动设置在所述平台板上且选择性与所述平台板锁紧固定,所述安装支架上设置有安装夹,所述安装夹用于与待焊接的船用筋板夹紧。
2.根据权利要求1所述的船用筋板焊接装置,其特征在于,所述安装组件设置有两个,两个所述安装组件分别邻近于所述第一轨道的两个端部,两个所述安装组件的所述安装夹与同一所述船用筋板夹紧。
3.根据权利要求2所述的船用筋板焊接装置,其特征在于,包括支撑杆,所述支撑杆的一端滑动设置在所述平台板上并选择性与所述平台板锁紧固定,另一端用于抵紧地面,所述支撑杆位于两个所述安装组件之间。
4.根据权利要求3所述的船用筋板焊接装置,其特征在于,所述平台板上设置有第二轨道,所述第二轨道的长度方向与所述第一轨道的长度方向平行,所述平台板上还设置有多个第一锁紧孔,多个所述第一锁紧孔沿所述第二轨道的长度方向间隔设置,所述第二轨道上滑动设置有第一滑块,所述支撑杆设置在所述第一滑块上,所述第一滑块上设置有第二锁紧孔,第一螺栓贯穿所述第二锁紧孔和其中一个所述第一锁紧孔与第一螺母旋拧。
5.根据权利要求4所述的船用筋板焊接装置,其特征在于,所述第一滑块上还设置有第三锁紧孔,所述支撑杆上设置有多个第四锁紧孔,多个所述第四锁紧孔沿竖直方向间隔设置,第二螺栓穿过所述第三锁紧孔和其中一个所述第四锁紧孔内与第二螺母拧紧。
6.根据权利要求1所述的船用筋板焊接装置,其特征在于,所述平台板上设置有第二轨道,所述第二轨道的长度方向与所述第一轨道的长度方向平行,所述平台板上还设置有多个第一锁紧孔,多个所述第一锁紧孔沿所述第二轨道的长度方向间隔设置,所述第二轨道上滑动设置有第二滑块,所述安装支架设置在所述第二滑块上,所述第二滑块上还设置有第五锁紧孔,第三螺栓穿过所述第五锁紧孔和其中一个所述第一锁紧孔与第三螺母旋拧。
7.根据权利要求6所述的船用筋板焊接装置,其特征在于,所述安装支架上设置有多个第六锁紧孔,多个所述第六锁紧孔沿竖直方向间隔设置,所述安装夹上设置有第七锁紧孔,第四螺栓穿过所述第七锁紧孔和其中一个所述第六锁紧孔内与第四螺母旋拧。
8.根据权利要求2所述的船用筋板焊接装置,其特征在于,所述船用筋板包括板本体,所述板本体的一侧面凸出设置有若干筋条,所述筋条远离所述板本体的一端设置有弯折部,所有的所述弯折部朝向一致,所述弯折部与所述板本体平行,所述安装夹用于与所述弯折部夹紧,两个所述安装组件上的所述安装夹朝向一致。
9.根据权利要求1所述的船用筋板焊接装置,其特征在于,所述安装夹包括夹紧侧面,所述夹紧侧面上设置有软垫,所述软垫与所述船用筋板抵紧。
10.一种船用筋板焊接装置的使用方法,其特征在于,提供如权利要求1-9任一项所述的船用筋板焊接装置,包括以下步骤:
技术总结
本发明公开一种船用筋板焊接装置及其使用方法,船用筋板焊接装置包括平台板和安装组件,平台板上设置有第一轨道,第一轨道上滑动设置有焊接小车,安装组件包括安装支架,安装支架滑动设置在平台板上且选择性与平台板锁紧固定,安装支架上设置有安装夹,安装夹用于与待焊接的船用筋板夹紧。通过设置安装夹,可以将焊接装置夹持在待焊接的船用筋板上,实现船用筋板与焊接装置之间的位置固定,当焊接完成之后,松动安装夹即可将焊接装置卸下,方便操作;通过将安装支架滑动设置在平台板上,可以根据船用筋板的尺寸调整安装组件的位置,从而方便焊接装置与船用筋板的位置固定。
技术研发人员:彭卫华,王洪波,周天赐,刘晓莉,李华平,胡文旭,陈景光,肖圣亮,候洋
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!