一种后围外板选装孔气动切换模具结构的制作方法
本发明属于冲压模具领域,具体涉及一种后围外板选装孔气动切换模具结构
背景技术:
1、随着智能车辆的发展,车体可安装的传感器也越来越多,根据需求不同,可以选择不同配置的车辆,而车辆的不同配置一方面就体现在车辆的传感器上,同一个车型安装的传感器数量由于价位的差别而产生不同。其中,后围板通常会设置多个传感器,根据车辆功能的不同,后围板所安装的传感器也不同。
2、现有的后围板加工模具是针对每一种产品,分别设置一套模具,每套模具专门生产一种产品。当产品很多时,所需的模具数量也随之增多,在加工的过程中,每更换一种产品,都需要跟换模具冲头,费时费力,操作麻烦。
技术实现思路
1、本发明目的在于提供一种后围外板选装孔气动切换模具结构,一套模具实现5种产品的孔兼容,需设计一套五组孔独立分组,分别集成切换的模具结构,并适应自动化冲压线需求,需设计一套高效快速切换的模具结构。
2、为了解决现有技术存在的上述问题,本发明所采用的技术方案为:
3、一种后围外板选装孔气动切换模具结构,包括第一模具和第二模具。
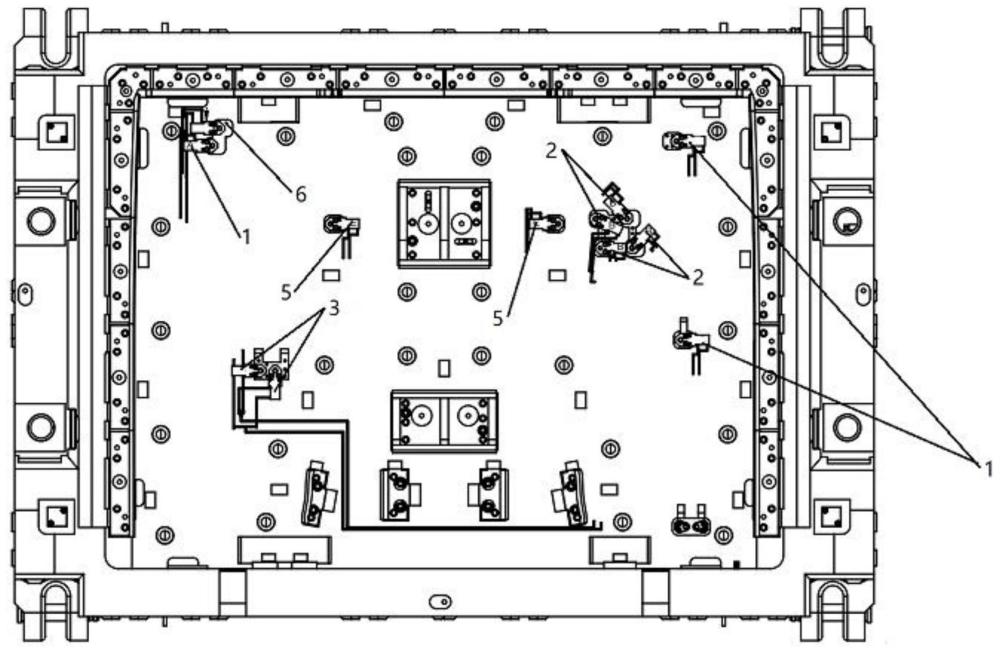
4、所述第一模具连接有第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组,所述第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组通过第一气控系统控制。
5、所述第二模具连接有第四冲头组、第七冲头组和第八冲头组,所述第四冲头组、第七冲头组和第八冲头组通过第二气控系统控制。
6、通过设置第一模具和第二模具,将原本五种产品的孔集成在两个模具上,减少了所需的模具,大大降低了制造成本。
7、进一步的,所述第一气控系统包括第一气路接头、第一四通接头和第二四通接头,所述第一冲头组、第二冲头组和第二四通接头均通过第一四通接头与第一气路接头连接,所述第三冲头组、第五冲头组和第六冲头组均通过第二四通接头与第一四通接头连接,通过第一气控系统对第一模具上的冲头组进行控制,可以根据需要选择性的进行冲孔作业,同组的气动冲头同时动作,不同组的气动冲头相互独立。
8、进一步的,所述第一冲头组和第二冲头组分别通过一个机控阀与第一四通接头连接,所述第三冲头组、第五冲头组和第六冲头组分别通过一个机控阀与第二四通接头连接,通过设置四通接头,使得第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组可以通过一个气路进行控制,所述第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组分别连接有一个调速阀,通过设置调速阀,可以对气动冲头的冲孔速度进行控制,根据冲孔的要求不同,可以调节不同的冲孔速度。
9、进一步的,所述第一冲头组包括三个气动冲头,所述第二冲头组包括四个气动冲头,所述第三冲头组包括两个气动冲头,所述第五冲头组包括两个气动冲头,所述第六冲头组包括一个气动冲头,根据不同产品的需要,每组设置不同数量的气动冲头。
10、进一步的,所述第二气控系统包括第二气路接头和第三四通接头,所述第四冲头组、第七冲头组和第八冲头组均通过第三四通接头与第二气路接头连接,通过第二气控系统对第二模具上的冲头组进行控制,可以根据需要选择性的进行冲孔作业,所述第四冲头组、第七冲头组和第八冲头组分别通过一个机控阀与第三四通接头连接,由于同组的气动冲头需要同时工作,不同组的气动冲头相互独立,因此每个冲头组分别连接一个机控阀,每个机控阀对一组的多个气动冲头同时控制,所述第四冲头组、第七冲头组和第八冲头组分别连接有一个调速阀。
11、进一步的,所述第四冲头组包括两个气动冲头,所述第七冲头组包括九个气动冲头,所述第八冲头组包括三个气动冲头。由于不同组的孔位数量不同,因此根据需要设置相应数量的气孔冲头。
12、本发明的有益效果为:气动冲头位置固定,利用气控系统切换不同组的气动冲头来工作,实现模具选冲切换,节省了模具冲头切换时间,提升了效率,降低了更换冲头的劳动强度,同时实现了多种车型批量孔切换的选冲。
技术特征:
1.一种后围外板选装孔气动切换模具结构,其特征在于:包括第一模具和第二模具;
2.根据权利要求1所述的后围外板选装孔气动切换模具结构,其特征在于:所述第一气控系统包括第一气路接头(11)、第一四通接头(91)和第二四通接头(92);
3.根据权利要求2所述的后围外板选装孔气动切换模具结构,其特征在于:所述第一冲头组(1)和第二冲头组(2)分别通过一个机控阀(13)与第一四通接头(91)连接;
4.根据权利要求3所述的后围外板选装孔气动切换模具结构,其特征在于:所述第一冲头组(1)、第二冲头组(2)、第三冲头组(3)、第五冲头组(5)和第六冲头组(6)分别连接有一个调速阀(14)。
5.根据权利要求1所述的后围外板选装孔气动切换模具结构,其特征在于:所述第一冲头组(1)包括三个气动冲头(15);
6.根据权利要求2所述的后围外板选装孔气动切换模具结构,其特征在于:所述第二气控系统包括第二气路接头(12)和第三四通接头(93);
7.根据权利要求6所述的后围外板选装孔气动切换模具结构,其特征在于:所述第四冲头组(4)、第七冲头组(7)和第八冲头组(8)分别通过一个机控阀(13)与第三四通接头(93)连接。
8.根据权利要求7所述的后围外板选装孔气动切换模具结构,其特征在于:所述第四冲头组(4)、第七冲头组(7)和第八冲头组(8)分别连接有一个调速阀(14)。
9.根据权利要求1所述的后围外板选装孔气动切换模具结构,其特征在于:所述第四冲头组(4)包括两个气动冲头(15);
技术总结
本发明公开了一种后围外板选装孔气动切换模具结构,包括第一模具和第二模具,所述第一模具连接有第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组,所述第一冲头组、第二冲头组、第三冲头组、第五冲头组和第六冲头组通过第一气控系统控制,所述第二模具连接有第四冲头组、第七冲头组和第八冲头组,所述第四冲头组、第七冲头组和第八冲头组通过第二气控系统控制。本发明通过设置第一模具和第二模具,将原本五种产品的孔集成在两个模具上,减少了所需的模具,大大降低了制造成本。
技术研发人员:吴转萍,马凯,白宇,王世武,彭坤龙,张晔
受保护的技术使用者:陕西重型汽车有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!